Để em chém gió với cụ Gamo tẹo, mấy lão Nam CNC với lị CKD chả biết giề cả, chỉ làm thì được chứ còn khoản chém gió thì lui ra để em với cụ Gà chém cho mà xem này

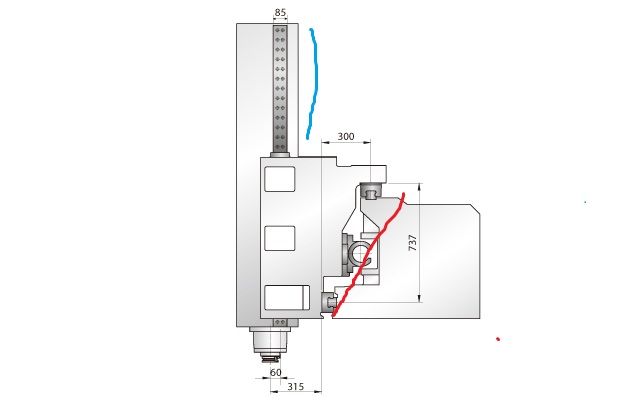
Mẫu này :

Máy tầm trung, chắc phay sắt, ray con lăn thì phải. Trục X to tướng so với máy, khoảng cách ray ( chỗ em bôi màu đỏ ) gần bằng hành trình trục Z. Vậy là không sợ công xôn chi đó. Ray bắt thế quái nào cũng được.
Hai mẫu này :

Cũng máy H, tầm trung, trục X không lớn lắm, vậy làm chéo đi tẹo để tăng khoảng cách ray ( chỗ màu đỏ ) cho tương ứng với công xôn trục Z đi xuống.
Còn mấy con này :


máy rau tờ, to tổ bố nên trục X to tướng rồi, trục Z cũng bằng cái thùng phuy 200l, tỷ lệ spindle quá nhỏ so với trục X, Z, lực tác động khi dao ăn không đáng kể so với trọng lượng của trục X, Z. Khoảng cách ray X đã quá lớn rồi ( 800-900 chi đó ) nên khỏi cần tăng khoảng cách ray, con bên dưới một ray lắp lên mặt trên chắc để chịu trọng lượng trục XXZ, bỏ qua chuyện lắc lư do dao hé hé



 để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook






 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn








