để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook


 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫnHehe, dao mua đó, đã mài được mô. Mà khó nhất là khống chế được chính xác kích thước mũi.Gửi bởi Nam CNC

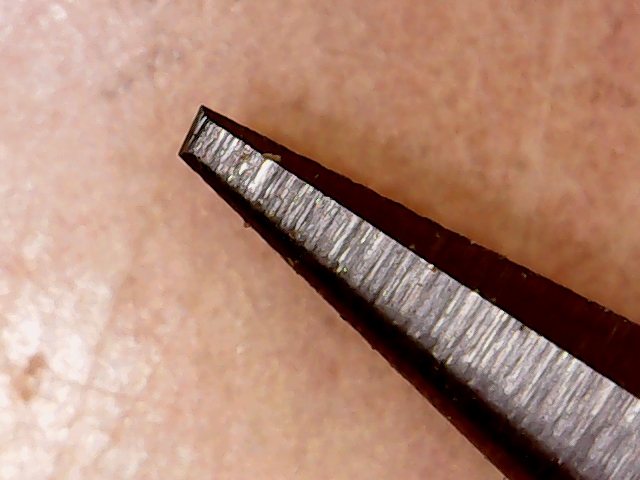
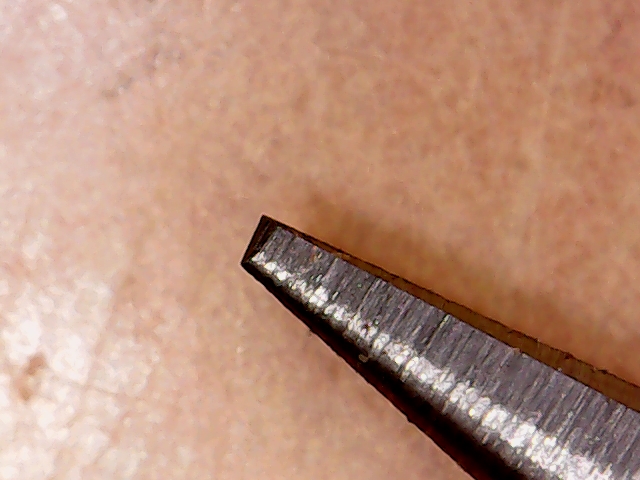
Dao này mình mới mài nè 15 độ 0.4 - vừa mới mài xong, mai test trên gỗ xem như thế nào
hi, về hình dáng thì ok nhưng có đúng không, nói chung nó rất khó chính xác.
ĐỊnh mài cái 0.1 nhưng cái mũi nó rời ra mất