để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.




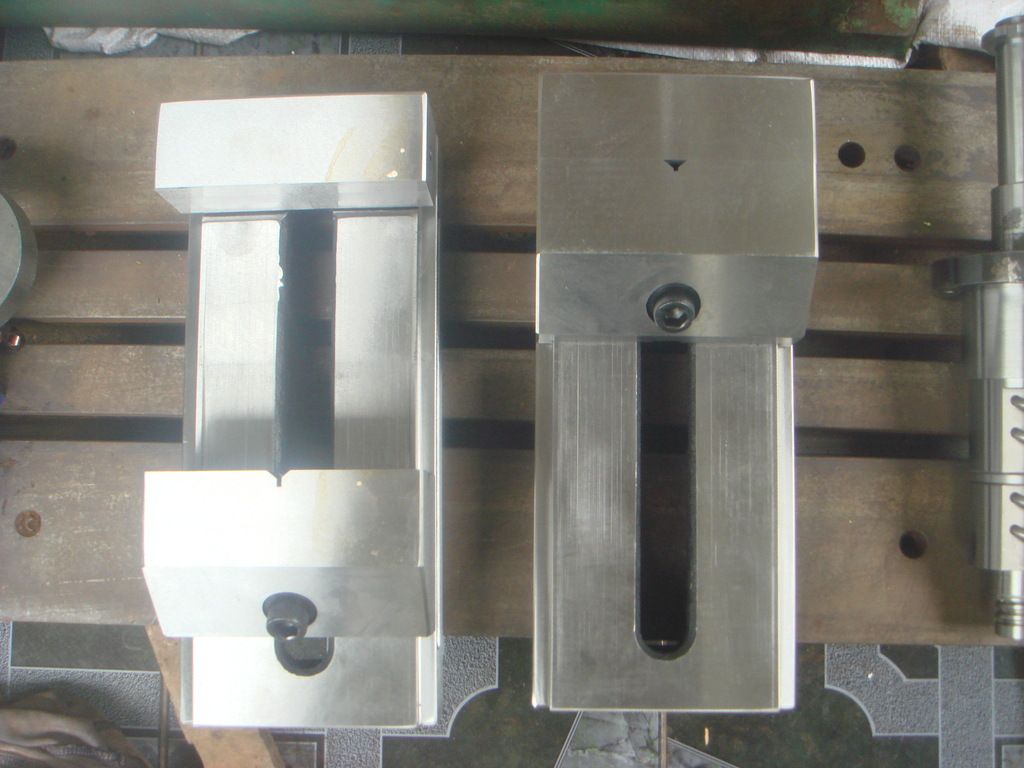
Tự làm đồ chơi: cái cần gạt chốt thay dao
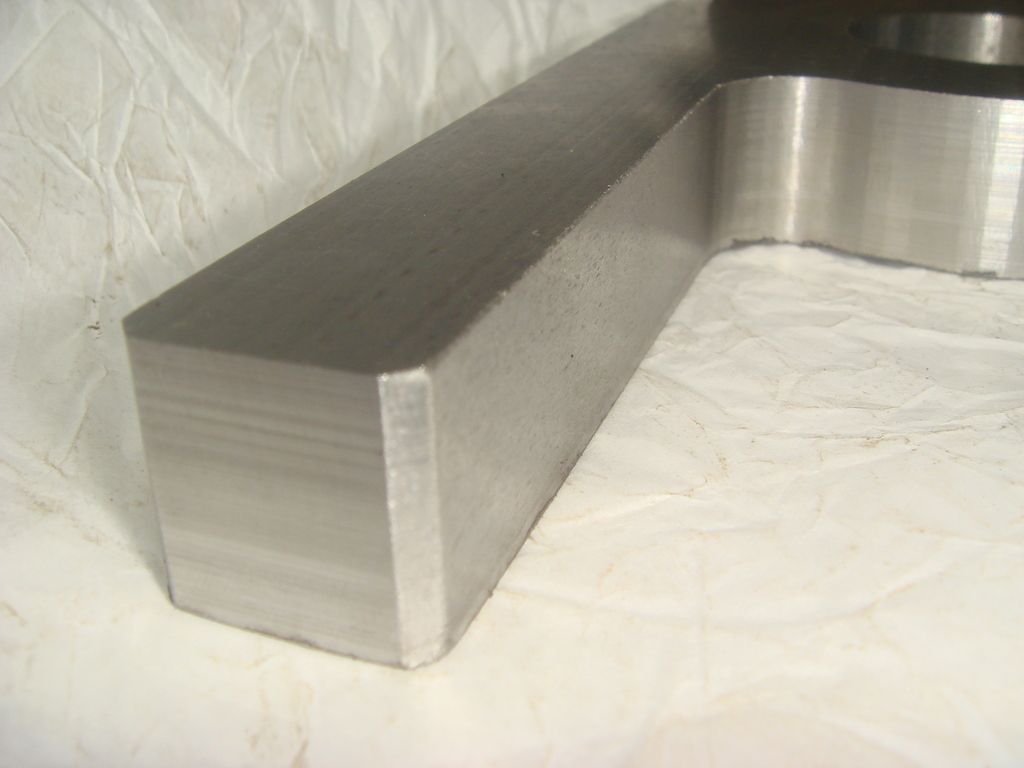
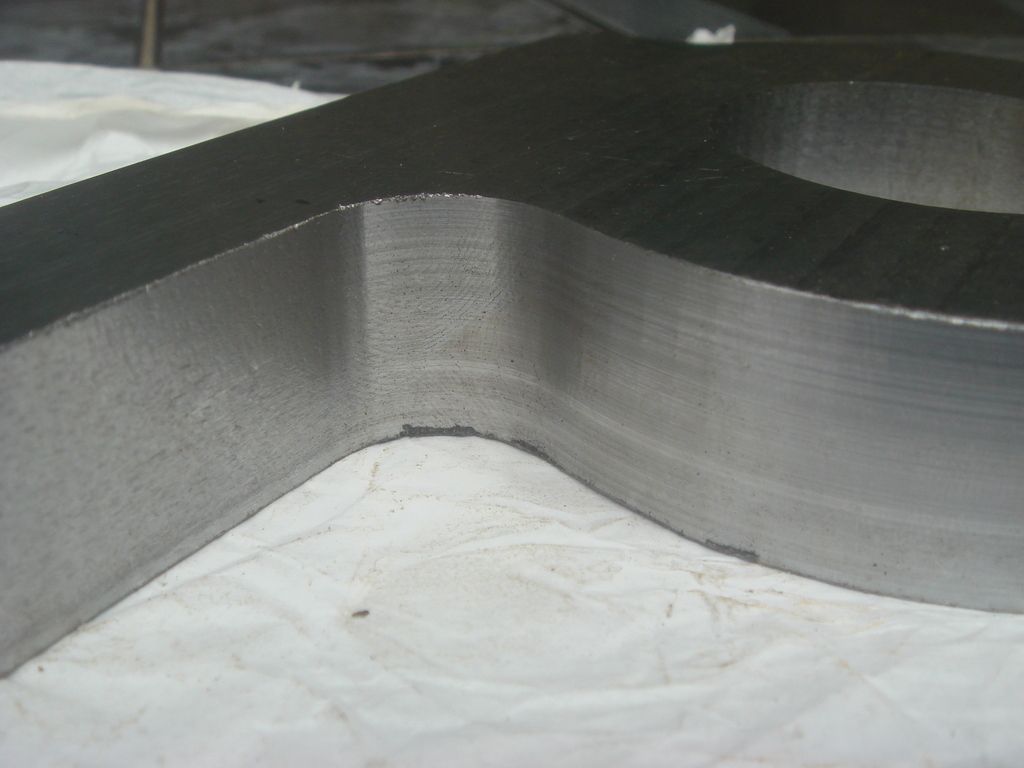
Dao 10 hợp kim, F500 S4500, chạy êm hơn HSS nhiều nhưng vẫn chưa đạt yêu cầu
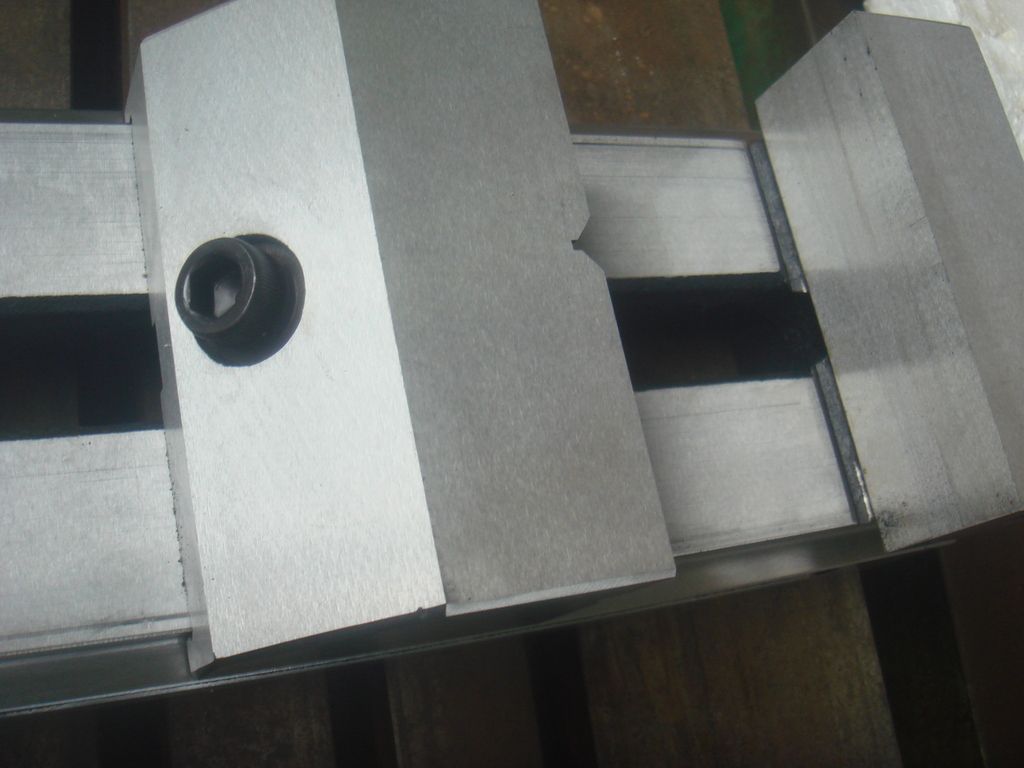
Cạnh nhiều chỗ sần sùi, xấu. Đo = thước kẹp thấy sai số 0.02 có nghĩ là hơn các bác nhỉ. Buồn!
Lần sửa cuối bởi Khoa C3, ngày 23-03-2015 lúc 10:57:23 AM.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.

vừa mới lấy đồ hôm qua mà đã chế xong rồi anh,nhanh thế
Chưa xong đâu người đẹp, còn cái trục quay và kiếm con động cơ nữa chứ.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Phay sắt thế kia ngon quá rồi, mình chỉ cần sai số +/- 0.1 là đã đạt yêu cầu rồi.
Yêu cầu đặt ra là sai số 0.01mm. Giờ nó 0.02 tức là gấp 2 lần chưa thể chấp nhận được bác ạ. Đang xem lại cách đi dao. Nếu xong mà vẫn sai số tiếp thì phải kiếm đồ về chỉnh vuông góc các trục lại.
chán ,chú so me dao chưa , có runout thì có sự sai lệch rồi , còn hình tròn chiều dài 2 đường kính lệch nhau thì phải xem lại độ vuông , ngoài ra còn ảnh hưởng bởi visme , trọng lượng kéo đẩy 2 trục xy khác nhau cũng có ảnh hưởng , mà thôi sai số cao cấp anh em vẫn đặt ra là 0.02mm thôi , nếu hơn thì phải làm thêm nguyên công khác như mài , doa .....
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
EM đã tìm ra 2 điểm bất thường chạy hồi sáng
Thứ 1: cái khớp nối X có vấn đề, sáng mai phải thay
Thứ 2: bản vẽ autocad bị điên, vẽ hình tròn nó ra cái hình đa giác nên những đoạn tròn trong chi tiết có các vệt thẳng đều nhau.
Còn nữa là chi tiết kia chưa chạy tinh. Mai khắc phục lại tính tiếp.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
anh dùng ard cam vẻ rồi xuất luôn cũng dc anh, mắc j phải dùng cad rồi chuyển qua,anh kiểm ta kỹ bavia ba vớ chưa, có khi dính 1 tí ba via rồi đo đúng chổ đó cũng ko nên
Chỉ biết MCX với PM thôi, không biết dùng artcam.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Theo mình autocad không sao, nó chỉ là độ hiển thi mà thôi, vì do giới hạn bạn vẽ ấy mà, bạn dánh lệnh RE, enter là hết hiện tượng đa giác ngay, hoặc là bạn đánh lệnh viewres, enter, rồi nhập Y, nhập giá trị lớn nhất là 20000 là không có hiện tượng đó nữa đâu.
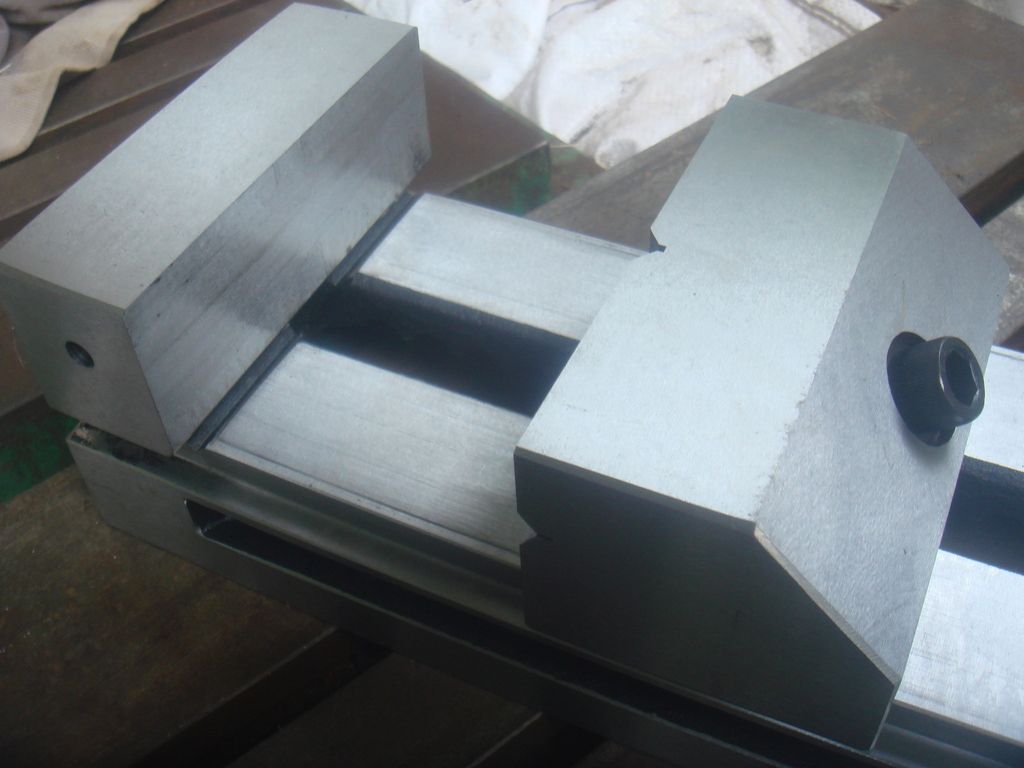
2 cụ chỉ dùm xem đoạn này làm sao mà canh vuông góc XY được thế nhỉ?Gửi bởi Khoa C3

Mặt bik liên kết con trượt X-Y em khoan cẩn thận lắm, cùng 1 lần gá luôn nên bắt ốc gõ gõ tý là vuông rồi.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Mình cũng làm như thế thôi, nhưng độ vuông góc khó mà chuẩn được.
Nếu có thêm dụng cụ chuẩn thì cũng chưa không biết chỉnh như thế nào đây.
Khí bắt con trượt Y vào em căn cho cạnh song song với Y, lỗ khoan được căn theo cạnh mà. Bắt trượt của X lên xỏ hết ốc vào X nó còn xộc xệch được cả mm. Cái mặt bik này làm cẩn thận nhất máy, khoan = máy CNC, mũi nhỏ tý trước để lấy tâm rồi mới khoan thật.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Em nể bác thật nhưng:
- Cái trên gia công vết dao chằng chịt thế mà bác đo ra chính xác được 1-2%mm thì em bó tay rồi. Nói thật em mượn được cây thước Mitutoyo khá xịn mà cứ đo sai lệch 1-2% (xiết mạnh nó vào khác, xiết nhẹ cho số khác), trừ khi bác đo bằng panme thì em chịu.
- Em thấy trên hình đường tròn có các vệch đa giác rất rõ, em nghĩ là do CAM chứ không phải CAD (có thể do chuyển qua lại, với lại chọn dung sai khi lập trình CAM bác cho lớn quá nên nó ra thế).
- Cách canh vuông góc như bác tả em thấy cũng chưa ổn lắm (trừ khi tấm đế này bác đã mài và chắc chắn là vuông 2 cạnh X-Y nhất có thể). Theo em thì sau khi gá vào rồi canh lại (bằng cách rà theo 1 tấm chuẩn). Em tưởng bác dùng chốt định vị giống bác kem chứ
Lần sửa cuối bởi Ga con, ngày 24-03-2015 lúc 03:46:56 PM.
EM đã nói rõ rồi sao bác cứ xoắn thế nhỉ, cái vết kia khi xuất file từ inventor sang autocad đã bị rồi. Còn chuyện vuông góc X-Y em thấy nó đơn giản lắm chứ ko có gì là không ổn cả, đặt cái bệ X lên gõ cạch cạch mấy nhát xiết ốc rà đồng hồ 2/1000 thì vuông mất rồi(vuông theo 1 tấm gang đã so trên máy mài) cái bik lien kết X-Y tất nhiên là vuông vì em làm theo thói quen cầu toàn cái gì cũng phải ngon nhưng em cũng chẳng buồn lấy nó làm chuẩn . Ở trên kia em có nói là chưa căn chỉnh thật ra là căn theo cái tấm gang kia nhưng em chưa tin nó lắm vì rà đồng hồ kim vẫn ko đứng im nên cứ bảo là ko căn cho nành. Đã mua 2 cái eke hàng hiệu đang chờ hàng về căn lại.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Bác Khoa cài gấp bán Iinventor HSM đi, các hình đơn giản em thấy làm trên Inventor quá thoải mái rồi.
Lê Anh Tuấn - 0989.bốn không 8. 4 0 tám
Quen dùng MCX rồi, bình thường thì import luôn *.ipt nhưng muốn xuất ra autocad để quẳng 1 cái lên máy cắt dây so sánh, không để ý file cad mới ra cơ sự như thế đó.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.

Nếu vẽ ra như vậy mà máy bác chạy theo thế thì máy chuẩn. Sai số thì có nhiều nguyên nhân, nguyên nhân có thể là bác phay con dao nhỏ quá và thọc sâu. Dao ăn nhiều lớp càng về sau dao sẽ mòn và cùn đi lúc đó dao sẽ bị đẩy ra không cắt được như ý nữa.
Lần sửa cuối bởi Luyến, ngày 24-03-2015 lúc 06:17:32 PM.
CƠ KHÍ CNC LUYẾN YẾN.
Nhận SX khung máy CNC theo yêu cầu LH.0987 302460
Còn lại gì sau cơn mưa...
Thêm 2 em eto chân ngắn da trắng dáng xinh mới về
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
 Quyền viết bài
Quyền viết bài






 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn