Lệnh di chuyển theo cung tròn G2 & G3.
* lưu ý cách ghi, cú pháp...Gx là bắt buộc, trong đó x là từ 0 (hoặc 00) đến 99.
[x] ký hiệu [] biểu thị tham số không bắt buộc, có thể có hoặc không.
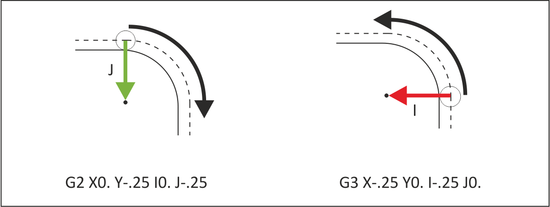
G2 - lệnh di chuyển theo chiều thuận (CW)
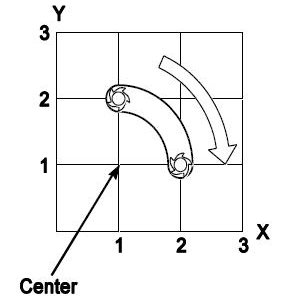
VD theo ảnh trên:F1000
G17
G1 X1 Y2
G2 X2 Y1 I1 J1
G3 - lệnh di chuyển theo chiều nghịch (CCW)
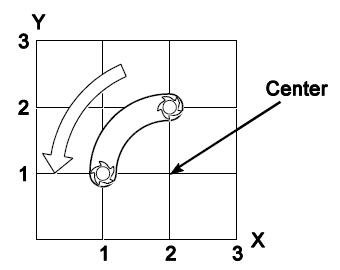
VD theo ảnh trên:F1000
G17
G1 X2 Y2
G2 X1 Y1 I2 J2
Hai lệnh này đều có cú pháp và cách thức sử dụng giống nhau nhưng khá phức tạp vì phải xác định đúng mặt phẳng gia công là XY, XZ hay YZ. Với mỗi mặt phẳng gia công thì tham số tương ứng cũng khác.
Sử dụng G2/G3 với mặt phẳng XY (G17 sẽ trình bày sau)
Cú pháp: G2 [X] [Y] [Z] [A] [I] [J] [F]
Sử dụng G2/G3 với mặt phẳng XZ (G18 sẽ trình bày sau)
Cú pháp: G2 [X] [Y] [Z] [A] [I] [K] [F]
Sử dụng G2/G3 với mặt phẳng YZ (G19 sẽ trình bày sau)
Cú pháp: G2 [X] [Y] [Z] [A] [J] [K] [F]
Ngoài ra còn một cú pháp tổng quát khác là G2 [X] [Y] [Z] [R] [F]
Trong đótọa độ điểm bắt đầu là tọa độ điểm kết thúc của dòng lệnh trước đó.
X, Y, Z là tọa độ điểm đến hay điểm kết thúc.
I, J, K là tọa độ tâm cung tương ứng với các trục X, Y, Z.
R là bán kính cung tròn.
F là tốc độ.
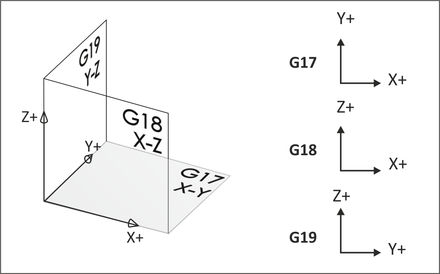
G17, G18, G19 lệnh quy định mặt phẳng gia công.
Các lệnh G17, G18, G19 quy định các mặt phẳng gia công tương ứng là xOy, xOz và yOz.
* Với Mach3, khi sử dụng nhóm lệnh G2/G3 phải thật cẩn thận vì có thể gây lỗi. Các lỗi thường gặp như lỗi hệ tọa độ tương đối & tuyệt đối. Lỗi chọn mặt phẳng sử dụng không đúng với cú pháp dược dùng. Do đó khuyên không nên sử dụng lệnh này nếu chưa hiểu rỏ cũng như khi chưa config Mach3 đúng.
Bài viết có dùng một số hình ảnh trên internet



 để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook





 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn