Lật đít em nó lên.....
Đục cho em nó 1 lỗ thoát nước trơn nguội!

 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.



Lật đít em nó lên.....
Đục cho em nó 1 lỗ thoát nước trơn nguội!

pro thật xong em này có kế hoạch spinlde chưa anh? chơi hàng tầu thì hú em nhé còn nếu hàng Đức xịn thì alo cho bác NSP em đang dìm hàng lão chờ lão hạ giá là hốt thôi.
CƠ KHÍ CNC LUYẾN YẾN.
Nhận SX khung máy CNC theo yêu cầu LH.0987 302460
NSP là bác Nam Spin hả bác,Gửi bởi Luyến

đợt tới em sẽ hành bác Nam ròm nhiều, mong các bác ủng hộ em.
Nguyễn Văn Chương- 09091nhất phát 2 thất bát.
bác cứ lên kế hoạch đi
CƠ KHÍ CNC LUYẾN YẾN.
Nhận SX khung máy CNC theo yêu cầu LH.0987 302460
Làm cơ riết oải người quá...
Tạm ngưng, chuyển qua tập tọe làm tủ điện.
Lần đầu tiên làm... còn nhiều bỡ ngỡ....

Trời nóng quá...
Net thì chậm như rùa....
Lắp thêm được mấy cái môtr và me:

Máy đẹp quá, nhưng chắc do trời nóng nên hết hên rồi hả bác.
Lần sửa cuối bởi anhcos, ngày 10-05-2015 lúc 10:20:00 PM.
Vẫn hên.... nên vẫn "Oh yeah may quá!"
******************************************
Update:

Đưa em sang nhà chồng:

Làm xong chẳng biết làm gì....
Chắc mai cho nó phay thử mấy cái trụ tròn, làm biếng đứng tiện tay... mỏi cẳng lắm.


bán lại cho em đi anh, cái này chịu nỗi bao nhiêu kg vây anh trai
Lần sửa cuối bởi cnclaivung, ngày 19-05-2015 lúc 09:37:34 PM.
thợ mộc hàn sắt
Ặc! của khách em ơi...
Nhưng người ta chưa cần nên mượn tạm chạy thử mấy món đồ....
Nó là hộp số Harmonic hành tinh 1/10, bạc con lăn.... làm cho phay gỗ nên dư tải, anh cũng chẳng tra mã làm gì...
Nếu em cần thì để anh lục lại 1 bộ Vexta 5 pha hành tinh 1/10 mã N khá mới đang cho mượn... em mua về mà chế trục A vậy!
Lần sửa cuối bởi vietnamcnc, ngày 19-05-2015 lúc 10:06:58 PM.
ok anh, anh hứa nhé, có thì hú em
thợ mộc hàn sắt
OK khi có anh sẽ hú như vượn!
*************************************
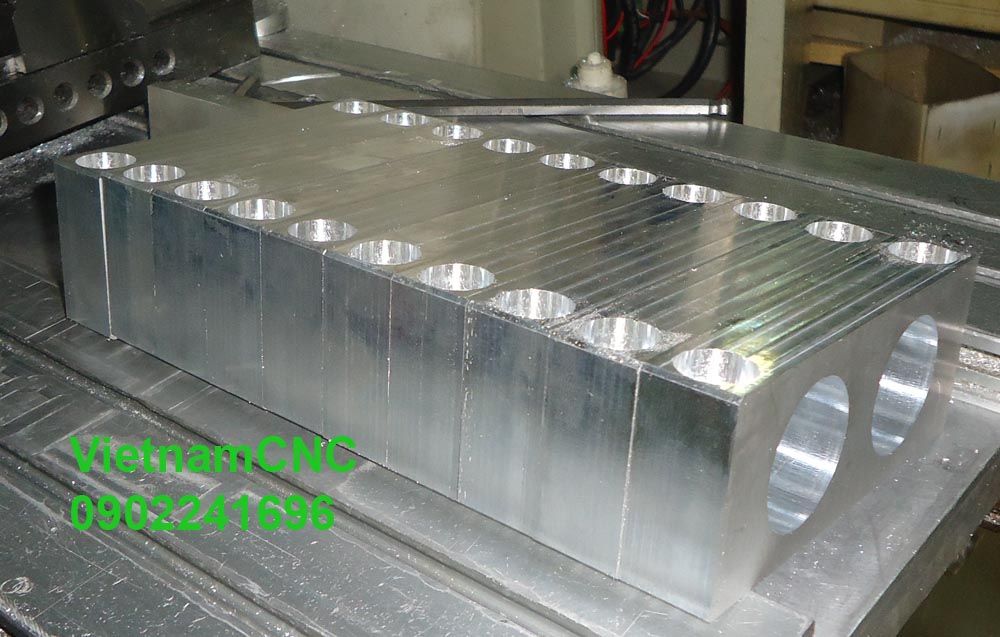
Hôm nay nóng nực... ngủ ngoài võng dưới mấy cây trứng cá... cuối ngày xem lại công việc, chỉ CNC được 10 cục nhôm:
[
Lần sửa cuối bởi vietnamcnc, ngày 20-05-2015 lúc 08:21:42 PM.
Hàng của em đây:
Giá 2tr500k trọn bộ, mọi người cứ mua như đi siêu thị...
Ưu tiên cho cnclaivung, nhưng các bác khác muốn mua thì cũng bán tuốt.
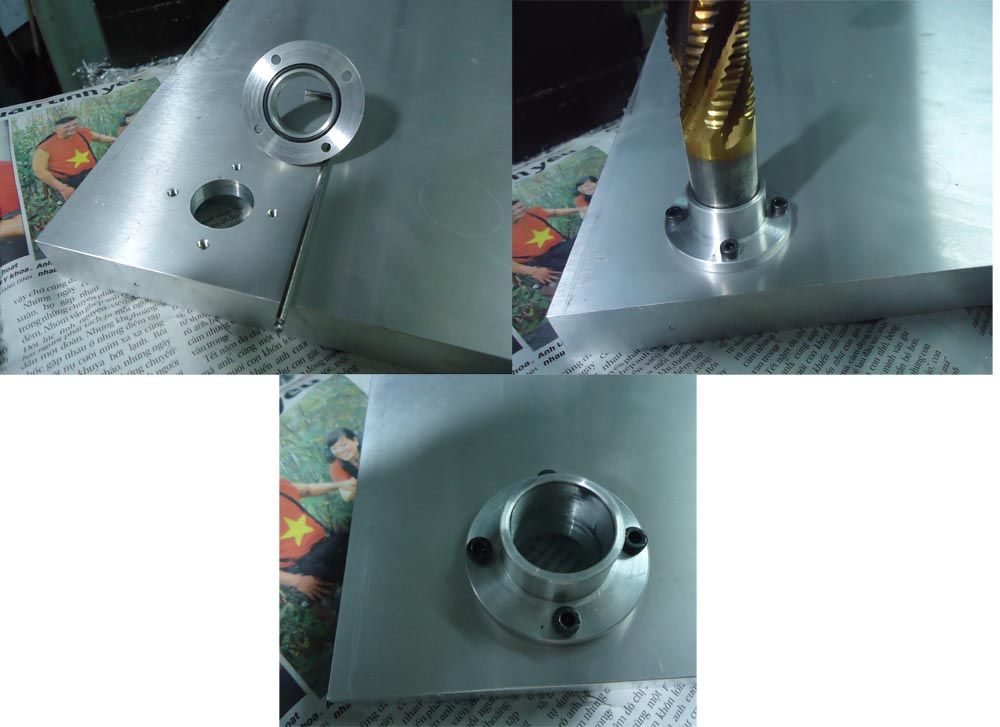
Hôm nay gắn cái trục A lên máy chạy hàng...
Nhưng trước khi chạy phải cân chỉnh đã...
May quá! sau 15 phút gõ qua gõ lại cái mâm cặp đã đồng tâm:
Chiến thôi!
anh canh kiểu này cũng không có ý nghĩa gì nhiều , vì độ chính xác nằm ở cơ cấu kẹp chứ không phải cải thân mâm cặp , mà cái mâm này của TQ , khi mua hàng mới có thêm 1 tờ giấy ghi dung sai của nó , thấy nó ghi dung sai mà thấy ớn.
Gá mâm cặp thì em phải dò độ đảo mặt đầu của cái mặt bích , sau đó em kẹp cái chốt tròn chuẩn và dò cái chốt ấy ngon nhất có thể 0.01mm , sau đó tháo ra rồi bỏ vào làm thao tác bất kì vài lần mà runout cái chốt ấy tầm +-0.02 là quá thành công của em rồi.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Mình cân 3 giai đoạn.
1/ cân cái mount lắp mâm cặp (bích) so 0.01mm ( đúng ra nó phải dưới 0.005 vì gia công đúng thì mấy cái mount này phải mài)
Cân cả 2 runout mặt và hướng trục
Khi tiện cái mount thì anh đã check trên máy tiện rồi nên gắn vào chuẩn luôn...
Nếu không cân được thì cho trục A quay và gọt lại ngay trên đó luôn
2/ cân cái mâm cả mặt và đầu max 0.01mm
Cái video trên là 1 công đoạn trong bước này.
3/ mới là cặp cái trục trượt F30 vào so như Nam.
Nếu 1 & 2 làm tốt... giai đoạn 3 sẽ nhẹ nhàng vì mâm cặp còn mới.
Với mâm cặp cũ mà bước 3 không đạt thì phát sinh công đoạn sửa chấu cặp!

Cái mâm cặp này thấy bảo độ chính xác do 3 cái chấu thì phải ợ, có cách nào cho nó bớt dơ, lắp phôi vào lúc thế này, lúc thế khác được không các cụ ui ?
Theo em muốn xét độ chính xác thì trước hết phải coi đang xài loại bạc đạn gì đã. Dù các chi tiết chính xác lắm rồi, kiểu như 0.001mm chẳng hạn nhưng bạc đạn gì để đảm bảo runout đó? Mà lắp bạc đạn như thế nào, sử dụng mấy bạc cũng là vấn đề nữa.
 Quyền viết bài
Quyền viết bài

 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn