Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫnUi chù ui. Tui mà ở gần là tui qua nhà ông mài đít quần.Gửi bởi CKD


 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.



tùy theo nhu cầu mà độ chính xác cần khác nhau. stepdown & stepover cũng vậy
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM



Ui chù ui. Tui mà ở gần là tui qua nhà ông mài đít quần.

trời vậy chắc mòn luôn cái đít quá anh, keke
NGUYỄN NGỌC ĐỨC - cncquangnam@gmail.com - DĐ: 0989315944
TK Techcombank: 19026797927015 (Tân Bình, HCM)
vậy là chú Đức chê chú Tuấn chậm tiêu mòn tới đít luôn mà vẫn chưa học xong à.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648

Dao thì tùy lưỡi , em toàn để 30% - 35%sẽ mịn bóng đẹp
biết tuốt -- nghĩa là cái gì cũng muốn biết 1 tíminh- Đt:0388536483
dưới 50% đường kính dao cho stepover thì mỗi vết dao được me dao quét 2 lần , còn 30% thì quét 3 lần thế thì sao không bóng đẹp được...
---- Việc gia công chính xác thì tùy thuộc dao, tốc độ ăn dao, tốc độ quay nữa , thậm chí còn để ý tới độ runout me dao luôn,
Ví dụ em phay cái lỗ nhét bạc đạn phi 32 , nếu chuẩn lắp ghép thông thường thì em cho chạy lỗ 32.02mm , nhưng nếu runout 0.02 me dao thì em chỉ cần chạy đúng 32 và cuối cùng sẽ ra cái lỗ 32.02mm .
Còn chạy gỗ, thông thường anh em xài dao côn 30 độ , mũi 0.3mm , nếu tốc độ 24K rpm , thì F tối đa là 6000mm/min thôi, nếu nhanh hơn thì lông không. Tại sao--- vì tính ra mỗi mm chỉ có 4 vòng dao cắt , mũi 0.3 >>>> cắt được 1.2 mm vậy là lớn hơn 1mm thi ok không lông , nhưng sản phẩm không bóng đẹp , muốn đẹp thì dưới 3000mm/min.
Còn đôi lúc sản phẩm chạy ra không đẹp dù chạy chậm và bước nhích dao nhỏ , do con dao đó, dao bị mòn lưỡi cắt , lưỡi cắt thấp hơn sóng dao ( do anh em mài lại không đúng cách )
Lần sửa cuối bởi Nam CNC, ngày 05-10-2014 lúc 10:41:24 PM.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
bình thường dao V TQ nó ghi sẵn độ đó là độ dao chuẩn khi khai trong phần mềm có cần phải chia 2 nữa không?
Ừa, dân ngoại đạo mà.
" Tôi khổ vì ko biết đánh bài mà vẫn...ham đánh bài"
@ chim mê ly ... tuỳ theo phần mềm dao nó yêu cầu mình khai như thế nào thôi . Có 1 con dao 30 độ 0.3 của TQ, như trong artcam thì nó đưa ra góc A là 1/2 góc độ dao thì A bằng 15 độ nếu dao TQ là 30 độ , còn tip radius F , 1/2 lưỡi cắt thì khai là 0.15 nếu dao TQ là 0.3
Thông thường mặc định trong artcam chỉ cho stepover bằng 1/10 đường kính dao trong ăn tinh 3d , nhưng chạy như thế thì mấy ngày mới xong quá , tuỳ theo yêu cầu đẹp hay không đẹp thì nâng lên stepover , nhưng đừng bao giờ quá đường kính dao.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648

Em phay đồng tạo cực điện, chỉ dùng dao V30, spindle 12k rpm, F = 300, ăn 0.5mm.
Do trình làm file còi nên xung xong vẫn phải sửa lại bằng tay
Ép thử

Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Mình hay cắt nhôm mỏng, nhôm định hình chừng 3mm trở lại, cái khó là sau khi lót gỗ rồi kẹp thì bề mặt không đồng đều, cao thấp cách nhau có khi đến 2mm, nếu set điểm 0 tại vị trí cao nhất và cho dao ăn sâu hơn thì được, nhưng hơi mất thời gian.
Có phương pháp nào xử lý không các bác, mấy phần mềm cam có xét đến trường hợp phôi là một mặt không phẳng như thế hay không ?
Nếu nhôm mỏng anh xem chỗ nào không có dao đi qua khoan lỗ trước, bắt vít xuống tấm gỗ luôn, xong rồi cắt bình thường.
Em nghĩ là k bác ạ. Chỉ có cách như bác và căn phôi cho thật phẳng thôi.
gá tấm mỏng chỉ có phương pháp hút chân không là hiệu quả và nhanh nhất. Còn không phải tính toán chi tiết trên phôi rồi khoan lỗ bắt ốc trên bề mặt luôn mới không bị cong vênh.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
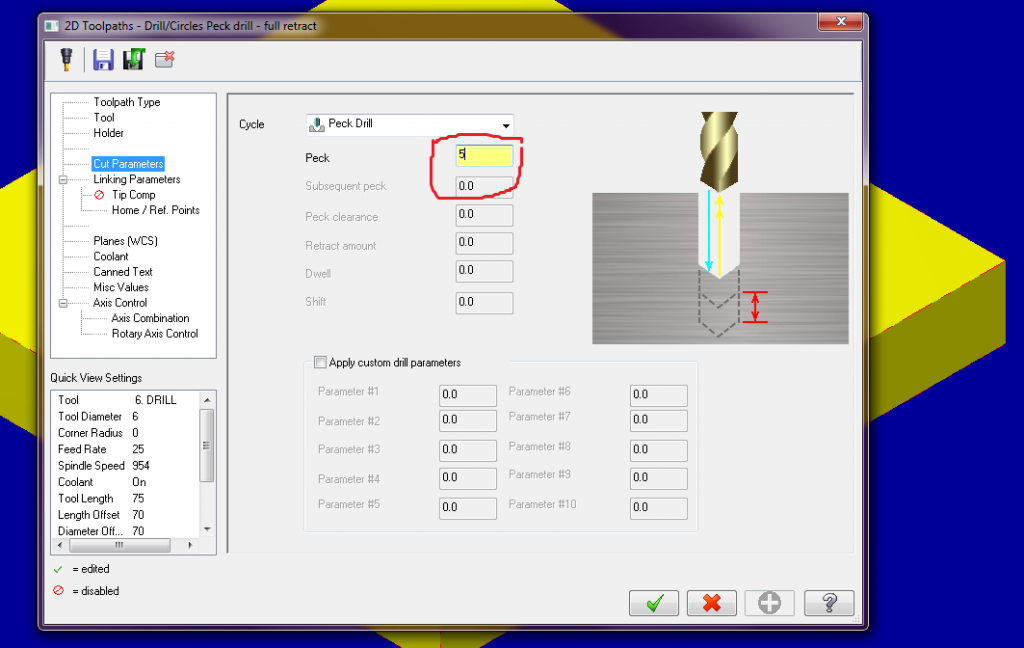
Thi thoảng khoan sắt em bị phoi quấn vào mũi thành mớ bùng nhùng dù đã peck drill, khi khoan nhiều toàn phải tách file 15 lỗ 1 lần đề phòng bị quấn còn gỡ, rất phiền phức, bác nào có chiêu khắc phục vụ này chỉ em với.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
HIện tại anh không có máy hút nên cần hỏi là có chương trình cam nào xuất gcode theo bề mặt phôi ko? Còn việc bắt lỗ thì mình tìm chỗ thoáng khoan 1 lỗ là bình thường. Tuy nhiên khi cắt đứt thì dao sẽ chạm vào bàn kẹp/bàn máy/bàn hút nên dùng bàn hút liệu có ổn không khi cắt đứt. Mình vẫn xài thêm 1 tấm nhựa/nhôm/gỗ để lót, nên việc kiểm soát độ song song bề mặt phôi và mặt bàn là khá mất công.
Dùng G83 với mỗi lát cắt khoảng bao nhiêu mm, lúc đó phôi sẽ đứt ra ngay.
G83 tương tự như G81 nhưng dùng tham số Qxxx là sau mỗi đoạn sâu xxx mm, dao sẽ rút lên rồi mới khoan tiếp.
Bác cắt đứt mà lót bằng gỗ hoặc nhựa thì bác dùng máy pay luôn cái miếng lót đi cho phẳng rồi kê pôi. Còn dùng pần mên như ý của bác chắc pải đo bề mặt pôi cong vênh thế nào rồi ... e thấy k khả thi.
Mỗi đoạn sâu để bao thì good ạ.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
[QUOTE=Khoa C3;19414]
Em phay đồng tạo cực điện, chỉ dùng dao V30, spindle 12k rpm, F = 300, ăn 0.5mm.
Mấy mẫu này bác dùng phần mềm nào tạo ra đó, vì kim loại nên chắc phải gia công dần từng lớp một chứ, vd như em trên hình thì mất bao lâu mới xong.
Mình khoan nhôm thì mỗi lần 4mm, còn sắt thì 2mm. Bác cứ thực nghiệm là chọn được thôi vì tùy theo spindle với chế độ cắt nữa chứ.
Lần sửa cuối bởi anhcos, ngày 17-10-2014 lúc 08:44:52 AM.
 Quyền viết bài
Quyền viết bài