để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.




Con rồng đó phay cực đồng mỗi lớp 0.5mm stepover 0.1 dao v30 spindle 12000rpm, em dùng JDpaint như chạy gỗ thôi. Xong cực cho lên máy xung vào khuôn thép rồi sửa lại bằng tay. 3 người ngày được 2 cái.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
trong youtube có chiếu 1 số hệ điều khiển thông minh , đầu tiên có đầu dò thực hiện việc dò bề mặt cong của phôi rồi sau đó nội suy ra bề mặt mới và lồng ghép chương trình chạy dựa trên bề mặt cong đó , nhìn thì như thế nhưng hệ điều khiển thông minh + đầu đò điện tử kết nối hệ điều khiển đó ... ---- em nghĩ giá tiền không thấp đâu , thôi thì anh suy nghĩ cách gá sao nó không cong nữa thì ok hơn, nhanh hơn.
Giải pháp luôn luôn có , chỉ có điều có tiền nhiều hay ít mà thôi hehehehe.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Tks Nam và Khoa, giải pháp rẻ thì có rồi, tuy nhiên hiện mình chưa biết là các pm cam đã có chức năng tạo code trên bề mặt không phẳng như thế chưa?
pan là probe để lấy bề mặt, rồi dùng soft cad wrap mẫu lên bề mặt nàyGửi bởi anhcos

còn ko add thẳng vào gcode
b.r
Một giải pháp này các bác, e cũng ngâm cứu thử.
Miếng nhôm nó lồi lên thì chổ đó nó yếu, khi dao đi qua đó thì miếng nhôm nó lại bị nhảy tùm lum, có khi đo xong cắt cũng chưa chắc đạt, em thấy anh tính toán bắt vít là êm ái nhất à.
Thêm công cụ autolevel :
http://www.autoleveller.co.uk/autoleveller-guide/
Thấy tạo Gcode chạy cho Mach3 và EMC, không rõ các cnc control machine khác có dùng đc k, tối chắc về thử phát.
TinyG và GRBL thì có thằng này:
http://chilipeppr.com/
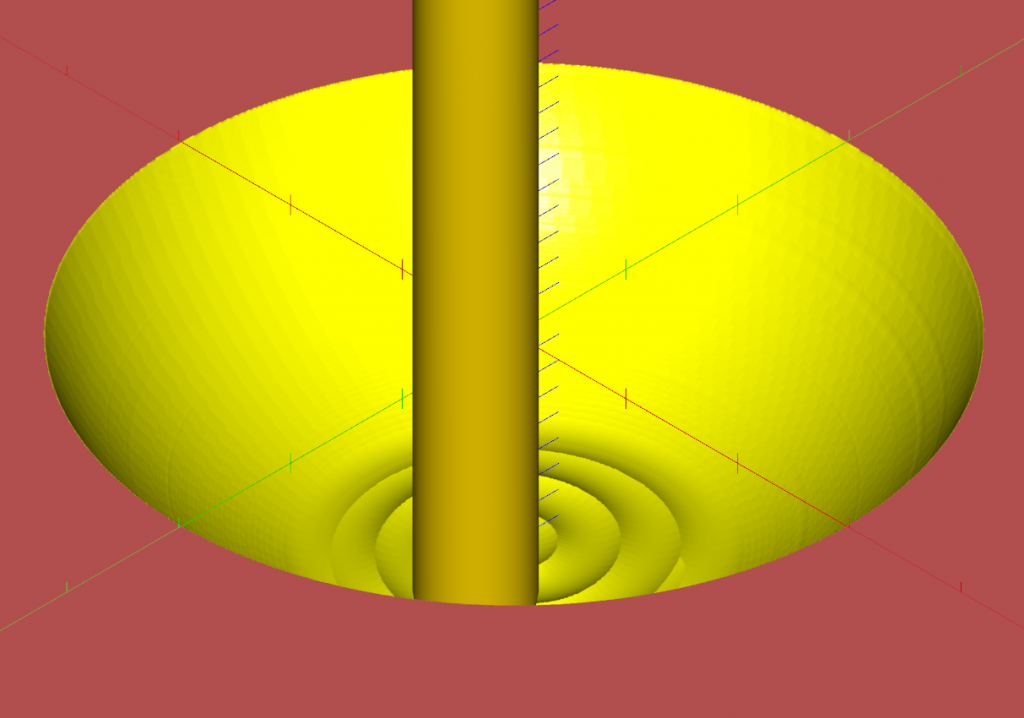
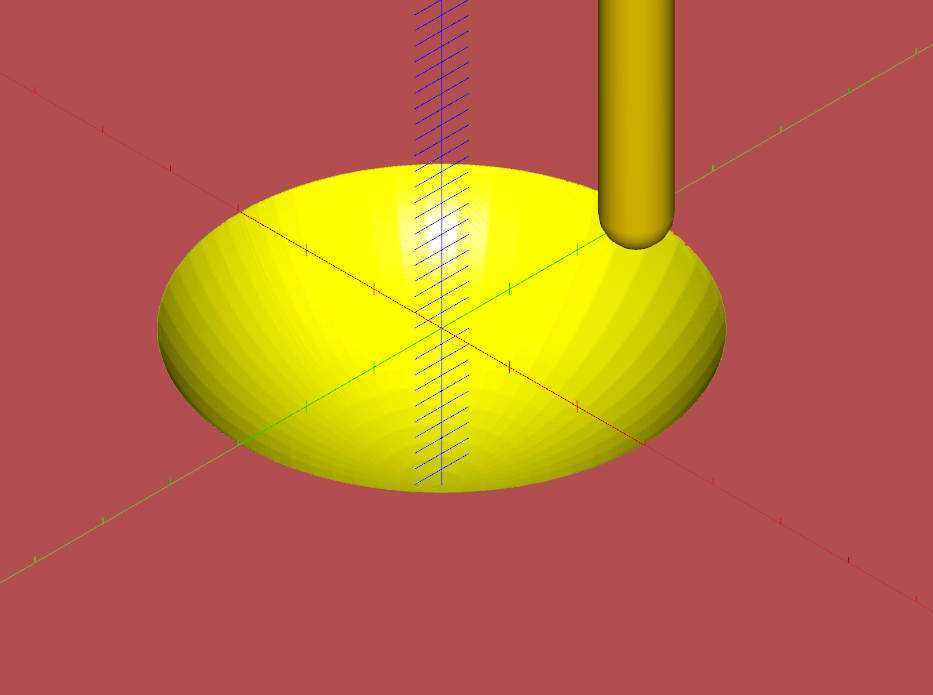
Mình muốn phay rãnh cong màu đỏ như hình, nhưng hiện tại không có con dao nào có bán kính như thế.
Nói chung bề mặt nhẵn là được, chứ không răng cưa như phần màu tím là phần phay thô.
R16, 20 theo phương Z, còn 100 là phương X, phương Y khoảng 120mm nhé.
Vật liệu là nhôm 6061.
Mấy bác chỉ xem có cách gì gia công thuận tiện và nhanh chóng không.
Lần sửa cuối bởi anhcos, ngày 03-11-2014 lúc 11:54:10 AM.
Em chưa thử, chưa có kinh nghiệm, e thấy nên chạy dao càng nhỏ càng tốt, step càng nhỏ càng tốt. e thấy chổ khó đạt nhất là phần lõm phía dưới.
cái R16 theo phương Z nhi? , thế phương x và y thế nào ta
b.r
R16, 20 theo phương Z, còn 100 là phương X, phương Y khoảng 120mm nhé. Vật liệu là nhôm 6061.
Mình tính ăn sơ bộ răng cưa, xong nếu có con dao chỏm cầu thì ăn dần xuống, nhanh gọn lẹ, nhưng khổ cái ko có con dao đó mới chán.
Lần sửa cuối bởi anhcos, ngày 03-11-2014 lúc 11:54:02 AM.
em thì sẽ dùng dao phay ngón, phay thô, rồi chạy 3d đường cong bằng dao ball nose
em ví dụ thôi nhé, chưa kiếm được clip dao phay đầu tròn dạng thường, dùng tạm dao ghép
Chạy 3D với dao ball nose này chắc phải dùng MasterCAM nhỉ, lười quá nên chưa học được tí nào món này cả...
artcam cũng xuất dao 3d okies , có điều bóng hay ko.... em ko sure
còn nhiều software cam khác lắm ah
Không nhất thiết phải mastercam, bạn dùng art hay jdp gì cũng được.Dùng dao trụ chạy phá để dư 0.25-0.5 mm sau đó dùng dao ball chạy tinh,bạn chỉnh thông số stepdown và stepover nhỏ lại từ 0.1-0.25 là ok
Về độ bóng thì mình nghĩ art cũng ok,mình từng dùng art gia công khuôn nhôm rồi bạn
Em vừa chạy thử bằng MCX7
Rough Pocket : BALL ENDMILL 4mm, stepover 2mm, stepdown 0.1mm
Finish Parallel: BALL ENDMILL 4mm, stepover 0.1mm
Lần sửa cuối bởi Khoa C3, ngày 03-11-2014 lúc 01:09:29 PM.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Bác nào biết cho em hỏi tý, em cắt cái lỗ tròn to bằng đường phay tròn, nhưng làm sao (trong artcam) cho dao ăn xuống đều theo đường xoắn ốc. Hiện tại nó đi hết 1 vòng tròn - xuống dao (dao kêu cái ét hihi) rồi đi tiếp, đại khái là nó theo bậc. Em dung ramping thì nó lại quật ngược lại làm chậm máy đi.
dùng artcam pro 10 có chức năng ramping xoắn ốc luôn đó anh thuhanoi , bản của anh là bản cũ nên chưa cập nhật chức năng đó. Em đang quan tâm chế độ chạy high speed machining , ăn rãnh mà xoắn xoắn ấy , nhưng em lưòi nghiên cứu phần cam khác nên em cũng hài lòng với artcam pro.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
 Quyền viết bài
Quyền viết bài



 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn