để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


Sau khi hỏi mua máy cắt plasma cnc của nhiều đơn vị và của các thành viên trên diễn đàn không như ý và thời gian quá lâu, cay mũi.. em tự chế vậy, tuy nhiên không phải là dân chuyên nghiệp nên thời gian cũng mất 4 tháng mới thành công và thời gian vừa sản xuất chạy thử thì em rút ra rất rất nhiều kinh nghiệm, AE nào cần tư vấn cứ hỏi. Sau đây là một vài hình anh thực tế và video đính kèm.
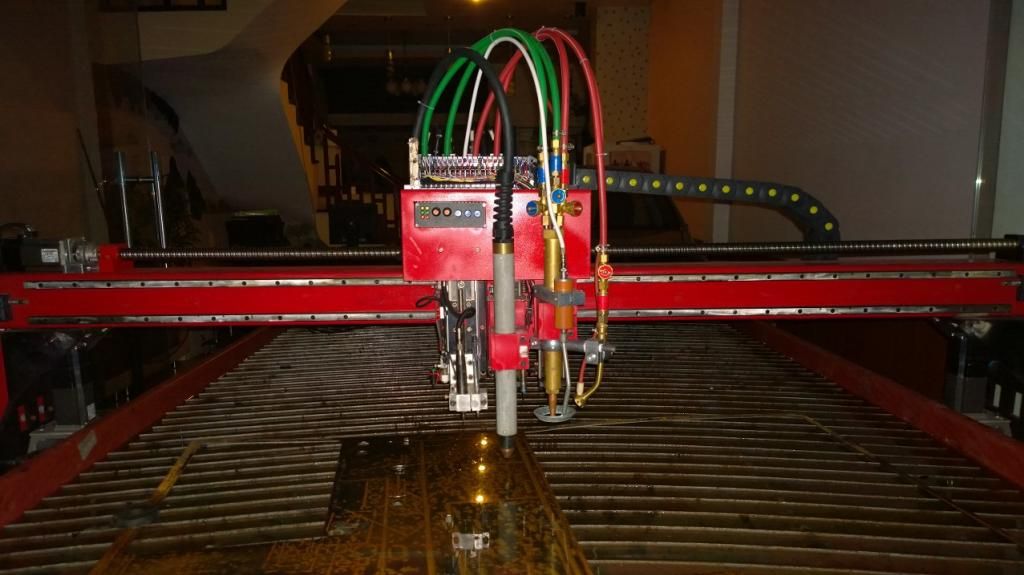
- Ảnh máy tổng thể.
Hệ thống bố trí mà hình, công tắc, THC
Trục X với bộ đầu cắt plasma; đầu cắt oxy/gas; đầu lấy dấu; bộ định vị trí laser.
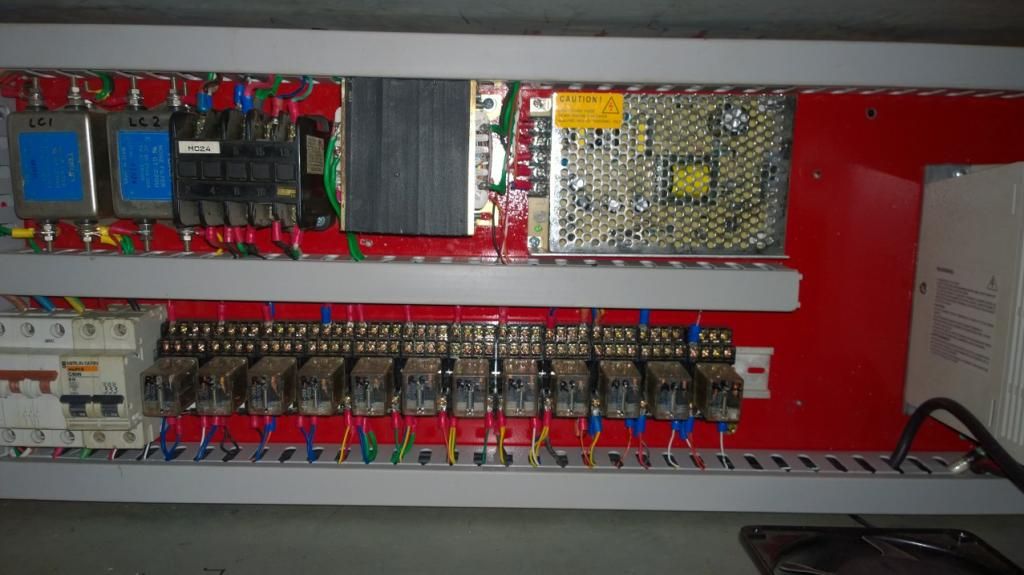
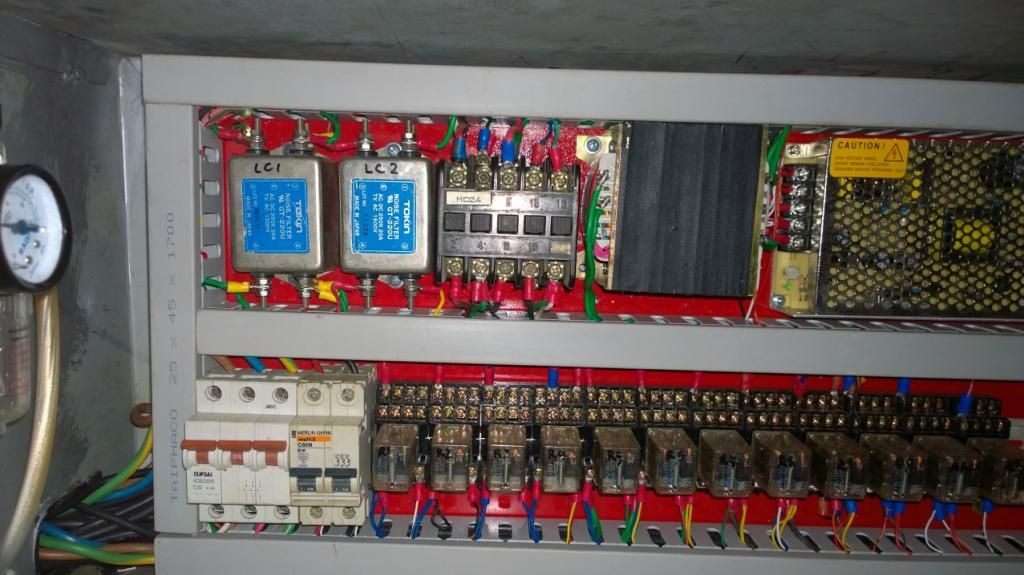
Tủ điện được bố trí dưới gầm máy.
Video thực tế.
Máy hiện tại đã hoạt động hoàn hảo sau khi đã chạy được 2 tháng, rất nhiều cái phải hiệu chỉnh và rút kinh nghiệm nếu lần sau là cái khác. Ý định cái sau sẽ thêm chức năng cắt thép hình + ta ro+ khoan...
AE cần gì cứ cho ý kiến nhé. Cảm ơn nhiều.
Lần sửa cuối bởi haianhelectric, ngày 10-10-2014 lúc 10:56:20 PM.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856

Bác dùng torch height control của thằng nào thế? Robot3T à?.. nhìn thấy cái Box quen quen. Loại đó tích hợp cùng lúc cho Plasma & Gas luôn hả bác?
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Dùng của Robot3t, mà THC plasma và oxy/ gas riêng biệt và độc lập, nói chung dùng được nhưng Thoại cần phải cải tiến. THC dùng cho oxy/ gas thì có thể dùng chung cho cả plasma với dòng dưới 50A. ( chưa thử, nghe Thoại nói thế)
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Chia sẻ với AE về phần chống nhiễu: ( phần này mất 15 ngày mới xong)
- Với động cơ servo phải dùng cáp chống nhiễu loại tốt.
- Giắc cắm chọn loại xịn (3M).
- Nối đất phần vỏ chống nhiễu tất cả các đầu ra vào với vỏ máy là ok. ( nhiều người bảo cần phải nối đất vỏ máy là không cần thiết, thực tế máy mình đâu cần. Đã nối đất thì tiếp địa phải đạt chuẩn chứ không phải cứ cắm cọc sắt xuống đất là được đâu)
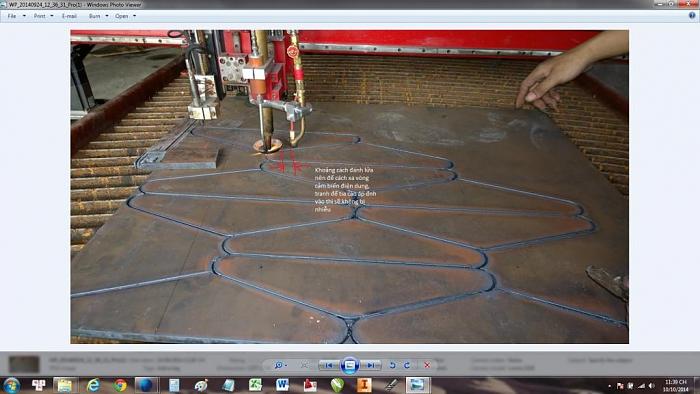
- Với phần đánh lả tự động của oxy/ gas thì nên để cách xa một tí làm sao để nó không đánh lửa vào vòng cảm biến điện dung thì sẽ không bị nhiễu gì cả.
- Nguồn plasma nên để xa với các thiết bị điện tử.
- Lắp lọc nguồn cho plasma riêng và phần điều khiển riêng.
- Các dây điều khiển với dây nguồn plasma đi chung với nhau ok nhưng phải là dây chống nhiễu loại tốt và nối đất theo như nhà cung cấp khuyến cáo.
Hình ảnh minh họa cho anh em dễ hiểu:
Chỉ vì cái dây cáp màu trắng với cái giắc đúc liền mà mất toi 15 ngày mới phát hiện ra.
Lần sửa cuối bởi haianhelectric, ngày 10-10-2014 lúc 11:49:51 PM.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
máy đẹp kinh khủng, cắt plasma bên dưới có nước luôn hã bác, em ko rành mà ít thấy ai cắt plasma có nước
Đã thử cắt dưới nước mà phôi ngập 10mm không vấn đề gì, chỉ mỗi tội nước nó bắn tung tóe lên dễ bị kẹt và gỉ vit me trục Z. Cắt dưới nược cái hay là không có bụi, không bị cong vênh sản phẩm, ảnh cắt thực tế bản rộng 1100 x 900 không cong vênh lắm, chắc cái này ưu điểm hơn đột.Gửi bởi thucongmynghe79

ghét cái khi cắt hơi lại phải rút nước đi..
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
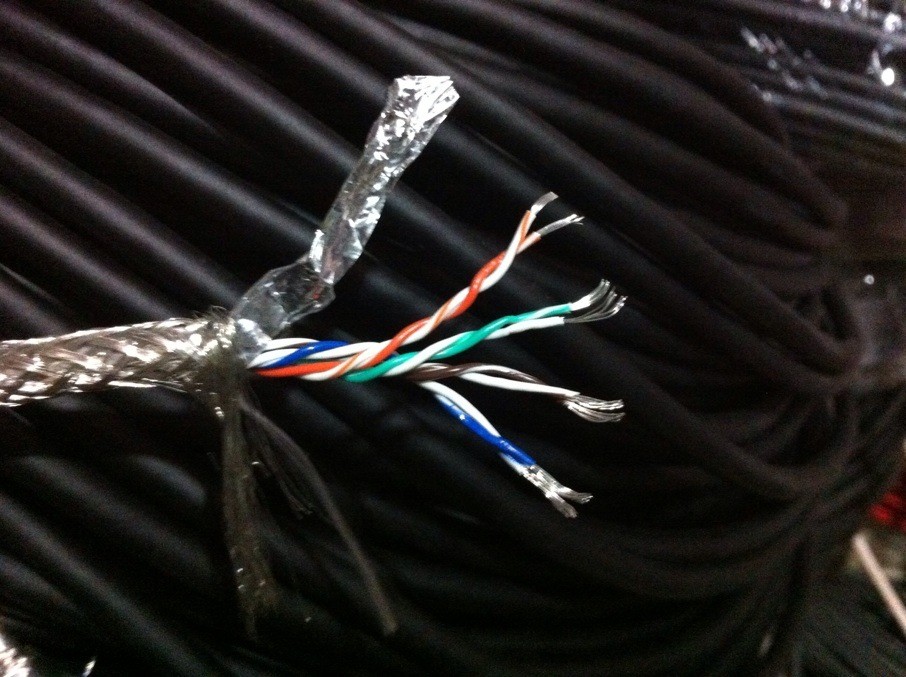
Cáp có bọc giáp không phải loại nào cũng chống nhiễu tốt.
Thường thấy cáp có bọc lớp bạc bên ngài.. kèm dây tiếp đất cứ nghĩ Ok nhưng thật ra là ko.
Theo quan điểm cá nhân.. cáp có lớp giáp đan lưới bao ngoài tốt hơn nhiều, loại tốt hơn nữa bên ngoài còn có lớp áo bạc.. và tiếp đất.
Tốt nhất mà em từng dùng là cáp mà mỗi dây tín hiệu bên trong là cáp xoắn.. hoặc cáp đồng trục với lớp giáp riêng mỗi sợi. Nhiều sợi thành bò riêng & có luôn giáp bên ngoài bó.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Trước mình có dùng loại cáp mạng được bọc giáp rất kỹ.. hệ thống LAN xa hơn 200m trong xưởng đầy máy móc vẫn kết nối tốt.
Với cáp này có thể dùng làm dây tín hiệu chống nhiễu điện trường khá tốt.
-- Với thiết bị giao tiếp 2 dây (2 line) thì đơn giản dùng luôn 01 cặp dây xoắn là đúng kỹ thuật. Giáp bên ngoài nối đất.
-- Với thiết bị giao tiếp 1 dây (1 line) thì 1 dây singal, 1 GND. Giáp bên ngoài nối đất.
Loại này lớp giáp tốt hơn
Lúc trước thì mình có mua được. Giờ thì không biết loại cáp này mua ở đâu. Cáp mạng loại tốt giờ cũng không đến mức này.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Nếu dùng dây truyền encoder dạng serial thì chơi loại này
Là cáp USB chất lượng cao. Gồm có Vcc, GND, S+, S- & lớp giáp nối đất.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Cáp thì nên dùng loại cáp mềm và có từng đôi xoắn vào nhau như trên là ok, cáp mạng thường là loại lõi đơn nên dễ gẫy, với máy cnc thì không dùng được. Ngoài cáp ra thì vấn đề giắc cắm cực kỳ quan trọng, có hai loại, loài hàn dùng ok ,loại ấn dây vào như là các đầu giắc mạng thì không dùng được vì nó tiếp xúc về lâu dài không tốt.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Lâu nay bận quá không qua thăm Bác được mà công trình đã hoàn thiện đi vào hoạt động ok rồi! Chúc mừng bác,máy của bác đẹp, cắt thử đã thấy chất rồi

Máy đẹp quá bác ạ. Em sẽ lưu lại để hỏi kinh nghiệm diy một con như này.
Với nguồn china có giải pháp nào chống nhiễu tốt không bạn? với những anh em diy chỉ cần cắt tôn mỏng thì nếu dùng nguồn china nào thì hợp lý, mong có anh em nào dã làm oke chia sẻ cho anh em diy học hỏi với
Thank
báo cáo các bác, cáp có giáp và tiwst pair có mã RVSP
việc nữa là cable động lực, có sheid vẫn tốt hơn, mã cable là RVVP
vỏ phải tốt, dây đồng càng nhuyển càng tốt , dây càng mềm càng tốt, vì dây phải di chuyển, ko thì sau 1 năm hoạt động sẽ ăn vạ
Lần sửa cuối bởi nhatson, ngày 11-10-2014 lúc 08:17:51 AM.
Cáp cứng vậy.. chỉ dùng đi trong tủ được thôi bác. Cáp mềm thì giờ em chỉ lùng được trong dây cũ thôi, cáp mới của taiwan cũng không tìm được loại như ý chuyên cho tín hiệu & chống nhiễu.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Máy mình hiện toàn dùng cáp như của bác Nhatson. Ở HN thì có thể lên Hàng Cháo hoặc ra chợ giời , cáp gì cũng có, nên chọn của Hàn Quốc hoặc Nhật.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856

Bác chủ cho em hỏi độ dung sai khi cắt thế nào ạ ? em mơ mộng có ngày dóng được một con độ chính xác 0,5mm mà không biết có khả thi không. Ý em là ví dụ cắt 10 cái lỗ, dung sai từ tâm cái thứ nhất đến cái thứ 2 trong khoảng 0,5mm, và từ cái thứ nhất đến cái thứ 10 cũng chỉ trong khoảng 0,5mm chứ không phải 0,5x10 = 5mm í ạ.
Kinh nghiệm chọn đồ về phần cơ khí:
- Hiện tại trục X mình lúc đầu dùng vit me bước 5, sau phải vứt di thay bước 10 nhưng vẫn không được ưng ý.
Lý do :
+ Trục X dài 1800 nên khi chạy tốc độ 15m/ phút không êm, vẩy kinh lắm. Riêng cái khoản này tiền ngu mất trên 10T.
- Cái sau có lẽ chọn thanh răng vậy. ( Cũng nghiên cứu chán rồi, định dùng dây đai chạy cho êm và ổn định, nghe thấy bảo sai số nhiều nên thôi, giải pháp tốt nhất là dùnh thanh răng bánh răng nghiêng)
- Trục Y tạm ổn, lần sau làm thì cho nó ẩn vào trong, để thế này bụi bẩn kinh khủng, nhất là lúc đưa vật liệu lên cắt.
- Trục Z hiện tại không có vấn đề gì vì toàn dùng THK được mua của máy bác trên diễn đàn này. Hiện thấy nhiều người từ DiY sau này chuyển sang sản xuất toàn chế trục Z, phay , tiện và tự cho mình là chuẩn G7 thì sau này tha hồ mà đi bảo hành nhé (riêng cái khoản khói bụi, xỉ cắt, hơi nước nó bám vào thì giỏi lẳm được máy hơi đây)
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Trục Z ngắn tẹo sao không làm cái bảo vệ chắn bụi bằng lò xo lá hả bác ? Em làm thử thấy cũng đơn giản :
Không có cái của này bụi nó nhét vào nặng lắm ợ
Dung sai thế này thì không vấn đề gì, hiện mình cắt bản mã trên một tấm thép 1500 x2500 khoảng 50 cái mà khi xếp chồng lên nhau chả thấy nó thay đổi gì. Bạn muộn chế thì phải có ý tưởng ngay tư đầu để còn chọn đồ cho hợp lý và rẻ. Ví dụ:
- Dùng cắt vật liệu không cần đẹp lắm và tốc độ cắt chậm thì dùng động cơ bước đi, rẻ dễ đấu nối ,dế tunning.
- Máy mình hiện dùng toàn servo của Mitsubishi có độ phân giải cao và do nguồn cắt Mỹ nên phải dùng nó. Hiện tại mình chạy không tải đặt 15m/phút, cắt 10m/phút( do dòng Hypertherm khi cắt độ dày mỏng nó chạy cao, mà khi tốc độ không đạt được thì chất lượng đường cắt xấu, nhiều xỉ bảm vào cả mặt trên và dưới.
Dùng servo chất lượng cắt đẹp do độ phân giải cao, nói thật là mình đã xem plasmaCam giá cao gấp 3 lầm máy mình nhưng chất lượng cắt thua xa, nhìn vết cắt răng cưa chả khác gì máy tàu.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
 Quyền viết bài
Quyền viết bài





 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn