
 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.



Vậy bác mr.trinhly có bao giờ cắt tôn mỏng hơn 6mm chưa?
Trừ khi bác làm đồ nhà.. chế tạo máy chi đó mới suốt ngày cày 6mm hoặc hơn.
Mình thấy nhu cầu plasma rất đa dạng, càng đa dạng hơn ở tôn mỏng.
- với trang trí.. thông dụng thấy từ 1.2mm cho đến 4mm, dày hơn có thể 6, 8, 10, 12 thậm chí là 20mm nhưng ít hơn vì khối lượng lớn.
- với nhóm bao che (làm thùng, vỏ máy v.v..) thì thường 1.2mm đến 3mm (có khi mỏng hơn nữa).
- với quảng cáo thì vì plasma cắt để vết nên cũng ít. Nhưng nếu có làm thì thường innox mỏng hơn 1mm.
Còn tốc độ máy... tất nhiên càng cao càng tốt.
Theo cá nhân mình, việc dùng step đẩy tốc độ lên trên 10,000mm/min cũng bình thường thôi. Những máy china rẻ tiền thường cắt với nguồn china, công suất ảo nên được thiết kế để chạy chậm thì không nói.
Quan điểm của mình là máy cháy ổn định ở mức dưới 10,000mm/min, chạy không tải là 20,000mm/min (với máy mình tk). Dùng HBS, chạy kiểu gantry với đầy đủ THC.
Còn ổn định là thế nào? Là chạy tốt ở tốc độ ấy mà máy không bị run. Theo lý thuyết để làm tốt điều này thì máy phải nhẹ mà cứng.
Ngay cả gia tốc cũng có ảnh hưởng không nhỏ đến chất lượng đường cắt.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Gửi bởi mr.trinhly

Tốc độ cắt thì theo bảng thôi, cắt đẹp với 6mm là: 2550mm/ phút, cắt max là: 3240mm/phút. Mình dùng bép TQ giá 150 nghìn một bộ cắt vẫn đẹp, chỉ có điều khi bép cũ thì giảm tốc độ thôi, còn để cắt được vuông góc tốt nhất khi nó chạy thì dùng kính hàn nhìn vào vết cắt và chỉnh khoảng cách hợp lý của mỏ cắt cho đến khi nó vuông góc là được ( bép tQ nó không được chuẩn như bép xịn)
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Người bán máy thường khoe chất lượng cắt và vết cắt đẹp với thép dầy, ít ai quảng cáo máy tôi cắt được thép mỏng mà vết cắt đẹp, lỗ nhỏ mà vẫn tròn he he.. khi đó mới hiểu được vì sao không thể cho máy chạy được ở tốc độ cao.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Đúng là máy thì cắt được đa dạng bác ah. Nhưng người sử dụng không ôm hết được các mảng đâu bác ạ. Vì vậy việc phân loại khách hàng để tư vấn máy phù hợp với nhu cầu công việc và giá thành canh tranh là một bái toán quan trọng bác ah. Đã là dân kỹ thuật ai cũng mong muốn có được sản phẩm tốt nhất. Nhưng cũng cần hiểu cho túi tiền khách hàng bác ah. Máy China ta cứ chê nhưng sao họ vẫn bán được mà còn bán tốt ? Không phải họ k biết làm tốt đâu.
Vấn đề cắt tôn mỏng em gặp phải là thế này: Khi mỏ chạm phôi để lấy gốc thì nếu vào chỗ tôn cong lên mỏ sẽ ấn tôn xuống cho đến khi thắng được lực lò xo của bộ chống gãy mỏ. Lúc này máy hiểu đấy là Zero. Nhưng khi nhấc mỏ lên tôn lại bùng lên chạm ngay mỏ cắt thế là k đánh lửa được. Em đã vặn lò xo ra thật lỏng mà vẫn k đc. Bác từng cắt tôn mỏng cho e xin cao kiến được k ? Cảm ơn bác rất nhiều
Nói chung.. có lẽ xuất phát điểm của suy nghĩ mỗi người mỗi khác nên có vẽ.. tranh luận không hồi kết.
1. Trên quan điểm trao đổi kỹ thuật, quan điểm riêng là cần phân tích sâu & rộng tất cả những yếu tố ảnh hưởng đến chất lượng sản phẩm. Bất chấp chi phí. Càng hiểu rỏ về phương pháp gia công, ưu nhược điểm, các đòi hỏi cũng như các yếu tố ảnh hưởng trực tiếp, gián tiếp đến chất lượng sản phẩm. Hiểu rỏ vấn đề này càng giúp cho người sử dụng cũng như người chế tạo làm ra được sản phẩm tốt hơn.
2. Giá & chất lượng là khái niệm ngược nhau. Chắc chắn một điều là giá thấp thì chất lượng không cao. Nhưng chất lượng & giá ở mức nào thì phù hợp thì không phải tự suy nghĩ mà trả lời được. Yếu tố này phải có sự quyết định của khách hàng. Nên bác mr.trinhly hay bác đi vô đi ra bảo đắt/rẻ mình cũng chẵng đồng ý. Thế nào là đắt, thế nào là rẻ thì phải xét trên nhu cầu thực tế. Với người này có thể là đắt, với người khác có thể là rẻ. Còn rẻ kiểu đem con bỏ chợ của máy china, mua bán xong là hết trách nhiệm thì chưa chắc đã là rẻ đâu ạ.
3. Giá thấp thì sao? giá rẻ thì sao? Với cùng một thiết bị như nhau, trình độ của người sử dụng ảnh hưởng không nhỏ đến chất lượng sản phẩm làm ra. Vậy để hiểu được ưu nhược điểm của thiết bị, biết đường để né nhược điểm, phát huy ưu điểm.. nếu không nhờ những chia sẻ từ con máy "đắt" thì liệu con máy "rẻ" có biết được điều này?. Theo kinh nghiệm bản thân thì cở sale của Hypertherm hoặc Victor cũng chưa chắc nắm hết. Họ có thể hiểu và nắm hết tính năng kỹ thuật của nguồn, nhưng làm sao có kinh nghiệm được trên máy vì họ thiếu thực tế. Mình thấy những bạn dám & đang chia sẻ, trao đổi sâu/rộng về chất lượng cắt Plasma ở đây nếu không phải là người sống với nghề cắt Plasma thì cũng phải sống với nghề chế tạo máy Plasma. Một số trong số họ không biết đã phải thức bao đêm suy nghĩ, thử bao nhiêu giải pháp khác nhau để cuối cùng có được đáp án làm sao để nâng cao chất lượng vết cắt.
Trở lại trao đổi với bác mr.trinhly
Nếu bác là người làm kinh doanh.. bác chịu khó tìm hiểu & suy nghĩ sẽ thấy vấn đề hiện nay phần lớn đơn vị kinh doanh đều mắc phải là giảm chất lượng -> giảm giá thành -> tăng tính cạnh tranh. Điều đó một phần giải thích vì sao một số người đầu tư luôn chú trọng chi phí mà bất chấp chất lượng.
Tại sao china lạ có thể sản xuất cái máy rẻ?.. Câu hỏi này liên quan đến rất rất nhiều vấn đề liên quan, từ vốn, thể chế, công nghiệp phụ trợ, trình độ v.v... nên không tiện bàn.
Nếu đặt uy tính & đạo đức kinh doanh lên hàng đầu.. xin thưa với bác.. các đơn vị bán máy china cũng chẵng thể rẻ được đâu. Bác không tin thì đi dọ giá máy china một vòng thử thì biết.
Cuối cùng là, bác bảo đang dùng nguồn 65A.
Đúng là 65A mà của hãng nào? Nếu Hypertherm thì... dù là phôi có chạm vào shield thì vẫn có pilot arc, vẫn phát plasma & cắt bình thường. Mỗi tội khi mồi plasma mà shield chạm phôi thì nhanh hỏng.
Máy của bác là tự chế hay đơn vị nào cung cấp. Theo bác mô tả thì mình có thể nói thế này "phương pháp dò mặt phôi kiểu ấy không đúng". Có thể áp dụng khi cắt phô dày, chứ phôi mỏng thì không chính xác. Mà phương pháp đúng thì có thể sẽ làm tăng giá thành máy đấy ạ.
Việc dò cao độ phôi, xác định cao độ mồi plasma, cao độ xuyên thủng, cao độ khi cắt đều ảnh hưởng đến tuổi thọ electrod & shield cũng như chất lượng mép cắt.
Mà tôn mỏng đến mức ấy thì bác cắt với feed bao nhiêu thế ạ?
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Đúng là quan điểm của em có khác của bác. Vì em tự chế nên chỉ dám tìm những đồ rẻ nhất có thể. Em dùng nguồn Hypertherm 65A. Tốc độ em để 4m/p. Vấn đề của e chưa phải nhanh chậm mà là cứ mồi lửa xuống khi nhấc lên là mất lửa. Bộ chống gãy mỏ và THC e mua của Robot3t. Em có xem video của bác đúng là mỏ cắt k chạm phôi. Nếu bác có thể chia sẻ phương pháp thì giúp em. Em chân thành cảm ơn !!
Bác tìm hiểu thêm về ohmic sensing
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
chào anh. anh có sơ đồ đấu dây phần điện máy plasma ko cho em xin với. cám ơn anh
Sơ đồ điện cho plasma cnc.

Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Sơ đồ điện plasma/ oxy fuel dùng AC servo tốc độ cao với bộ điều khiển F2100B có điều khiển từ xa. ( Chuyên nghiệp).

Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Sơ đồ đấu nối servo mitubishi Mr-j2s-40A.
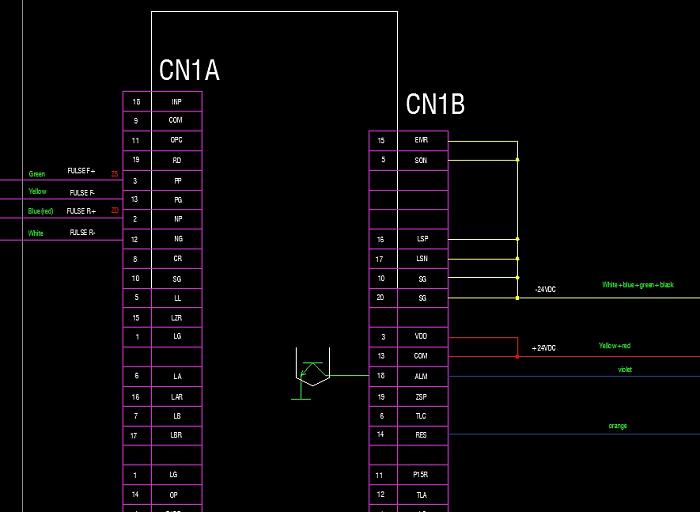
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
máy đẹp lắm bác
 Quyền viết bài
Quyền viết bài



 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn