Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫnKhông nghĩ là nguồn 85A mà vẫn cắt được lỗ 4mm tròn gần bằng đột..


 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


Có vụ này nữa à?Gửi bởi haianhelectric


Không nghĩ là nguồn 85A mà vẫn cắt được lỗ 4mm tròn gần bằng đột..
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856

Chuyển xưởng mới hả bác ? về mô rứa ?
Thanh niên quê em chỉ lấy vợ là nhanh
máy bán cho khách.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Mình cần mua 1 cái để gia công thép tấm từ 3- 30mm.
Bạn muốn mua thì có thể gọi trực tiếp cho mình, để mình tư vấn cho.Vấn đề bạn cần cho mục đích là gì, cắt dịch vụ hay chỉ sản xuất.., giá thì vô cùng lắm.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Có vài góp ý cho các bạn trên diễn đàn về việc DIY máy cắt Plasma- oxy/fuel cnc:
Trước tiên mình xin lỗi vì có nhiều người hỏi về kinh nghiệm chế tạo máy plasma cnc nhưng do quá bận nên không thể trả lời, và rất nhiều người còn mơ hồ không rõ nó làm được những gì, nay mình có vài lời trả lời các bạn sau:
1. máy cắt plasma- oxy fuel cnc làm được những gì?
- Với nguồn plasma:
Ưu điểm:
+ Cắt được thép; inox; đồng;nhôm dạng tấm với dòng máy 3 trục...Ống tròn, thép hộp.. với máy 4 trục.
+ Tốc độ cắt vượt trội so với cắt bằng oxy/gas, nhanh nhất có thể lên đến 10.000mm/ phút, rất hiệu quả về kinh tế.
+ Chất lượng cắt tương đối đẹp, cái này còn phụ thuộc vào nguồn cắt, kết cấu cơ khí, bộ thanh và con trượt dẫn hướng,bộ tự động điều khiển chiều cao Z (THC), độ phân giải của động cơ các trục, phần mềm...
+ Cắt được trong nước, làm giảm sự cong vênh đáng kể, và ít bị ô nhiễm môi trường do khói bụi..
Nhược điểm:
+ Đường cắt hay bị nghiêng không cắt bằng như oxy/gas, nó phụ thuộc rất nhiều yếu tố, trong đó có chất lượng và công nghệ nguồn plasma, kết cấu cơ khí, chiều cao mỏ cắt với phôi, bép cắt, tốc độ cắt.. nói chung để cắt thẳng không bị nghiêng , đẹp rất khó cho người DIY lần đầu nếu không có kinh nghiệm.
+ Hay bị nhiễu,cái này khó, mọi người trên diễn đàn cũng bàn nhiều rồi. Kinh nghiệm đơn giản của mình là chọn nguồn tốt ít bị nhiễu, chọn máy tính loại công nghiệp,và đấu nối dây như tài liệu hướng dẫn, có lọc nguồn, dây tín hiệu là lại chống nhiễu.
+ Giá thành nguồn tốt tương đối đắt, nhất là cắt dày, bép cắt đắt nếu mua chính hãng...
- Với nguồn oxy/gas:
Ưu điểm:
+ Chỉ cắt được mỗi thép.
+ Cắt được độ dày tương đối lớn.
+ Giá thành bộ mỏ cắt oxy/gas tương đối rẻ.
+ Chất lượng cắt tương đối đẹp, đường cắt thẳng.
Nhược điểm:
+ Tốc độ cắt chậm, thời gian mồi lỗ lâu.
+ Do không cắt được trong nước như plasma nên hay bị cong vênh.
+ Tốn Oxy và gas không như cắt bằng plasma.
Nghĩ chỉ được vậy nên viết vậy, ai biết gì thì bổ xung nhé.
Lần sửa cuối bởi haianhelectric, ngày 05-06-2016 lúc 12:34:38 AM.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856

Để tiện cho việc hình dung chi phí nguồn tốt. Có thể tạm tính như sau:
Nguồn: 1M/1A (M=triệu) chỉ cho nguồn, chưa có phụ kiện.
VD: Hyperthem Powermax 65A hoặc Thermal Dynamic 65A.
- Bộ nguồn tầm 60-65M.
- Bộ torch tầm 7-15M tuỳ theo chủng loại và chiều dài dây cáp. 1m cáp tầm 500K.
Bộ bét: 200-300K/bộ. Tuỳ loại, chính hãng hoặc 3th.
Bộ THC: 1.5M vnd - hơn 10K usd tuỳ loại và chất lượng.
Controller: <2M nếu Mach3 - 10-15M nếu china, nhiều K usd nếu dùng hàng G7.
Software: tuỳ ý vì nhiều bác dùng xx.
Để vận hành tốt & đảm bảo với mức 65A cần máy bơm đạt tốc độ 400l/min và hệ thống lọc khô.
Vậy về cơ bản nếu đầu tư nguồn 65A, ngoài giàn khung & trợ động như router (controller, bob, driver, motor, ray/vit/thanh răng v.v...). Thì chi phí cho riêng phần plasma (nguồn, torch, thc, filter v.v...) tầm khoảng 100M. Tất nhiên đó là chi phí để mua vật tư. Để đảm bảo nó hoạt động tốt thì cần thêm kiến thức, kinh nghiệm gọi chung là service. Phần service này thì tuỳ mỗi người. Chưa nói còn phải có chi phí bảo trì, bảo dưỡng, bảo hành v.v...
Tại sao không nên dùng nguồn cũ, nguồn chất lượng kém?
Tổng hợp các bài viết, các câu hỏi mà nhiều bạn đã tham gia trên diễn đàn. Mấy điều sau là nhược điểm chết của nguồn kém.
- Nhiễu kinh hoàng. Tất nhiên gặp bác cao tay thì vẫn trị được. Mấy bác này thì chuyên nghiệp rồi, không bàn. Nhưng phần lớn là sống chung với lũ. Chấp nhận nó muốn ngừng lúc nào thì ngừng.
- Chất lượng cắt kém.
- Phụ kiện khó tìm với nguồn cũ.
Tổng tất cả các nhược điểm lại thì chưa chắc rẻ hơn nguồn mới xịn.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Nguồn tốt thì chất lượng cắt sẽ như thế này, tất nhiên nhiên còn phụ thuộc nhiều yếu tố khác nữa. Đẹp không tỳ vết với nguồn 85A power max, thép 20mm ( chưa dùng nguồn HD bao giờ, chắc cắt đẹp cũng chỉ như thế này)

Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
2.Chất lượng cắt phụ thuộc nhưng yếu tố nào?
- Nguồn cắt có lẽ chiếm nhiều nhất, muốn đẹp thì phải đắt.
- Cơ cấu cơ khí phải đảm bảo chính xác, không rung lắc, muốn được thế thì nó phải nặng, chắc chắn, ray trượt loại tốt êm.
- Bép cắt, điện cực phải ngon ( nói thế thôi chứ mình dùng của TQ cũng ok , tức nhiên tùy loại)
- Tốc độ cắt phải đảm bảo ( kinh nghiệm quan trọng, tuy mua nguồn thì cũng có hướng dẫn chi tiết của hãng)
- Khoảng cách cắt ( chiều cao từ bép cắt với phôi) cái này cực kỳ quan trọng, muốn được thế thì THC phải ngon. Hiện thì mình đang dùng của robot3t, ủng hộ hàng Việt là chính, nhưng để điều khiển được nó cũng gian nan lắm.
- Độ phân giải của động cơ các trục phải cao ( dùng AC servo)....
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Cái này nếu mình nghiêng mỏ hàn với góc nghiêng phù hợp thì có tránh được hết hiện tượng này không bác chủ?.
Viết phần mềm CADCAM theo yêu cầu o913 6o3 939.

Vậy bác Hải Anh nên tư vấn khách hàng đầu tư bộ nguồn HD Victor: Ultra-CUT 100 này để được chiêm ngưỡng nhé. Với tinh thần là giá hỗ trợ cực tốt. Đặc biệt khuyến mãi bác gói phần mềm Diameter Pro để cho công nghệ đuc lỗ như khoan. Một vài mẫu cắt do chính tay em cắt:
Link tham khảo: http://www.hancatemc.com/may-cat-pla...200xt-n17.html
Cắt thử inox:
Lần sửa cuối bởi hancatemc.com, ngày 27-06-2016 lúc 07:12:35 PM.
Nguồn Plasma Thermal Dynamics-USA chuyên dùng cho cắt CNC. Đt: 0989979137
Cắt được tầm như trên đâu cần HD, con Power max 45 còi cũng làm được. Có một điều nhiều người không chú trọng tìm hiểu vị sao chất lượng cắt đẹp như thế là do cái gì? xin thưa với mọi người là nguồn tốt chỉ là một yếu tố thôi. Các yếu tố để cho ra sản phẩm đẹp và chất lượng, kinh tế phải kể đếnmáy mình thiết kế)
- Kết cấu cơ khí phải vững chắc chạy không tải ở tốc độ 2 đến 3 lần tốc độ cắt phải êm không rung lắc là ok.( Tốc độ không tải máy mình thiết kế tối thiểu phải chạy được 20.000mm/phút-max lên đến 40.000mm/phút vẫn ok)
- Thanh dẫn hướng đương nhiên trượt vuông ngon hơn trượt tròn hoặc ray thang máy.( bên mình hiện chỉ dùng trượt vuông kể cả máy dài 7m trở lên)
- Chất lượng vết cắt mịn ngoài cơ khí thì độ phân giải của động cơ rất quan trọng, nên dùng động cơ AC servo và trục Y chạy kiểu gantry. AC servo thì độ phân giải cũng nhiều kiểu lắm, đương nhiên độ phân giải càng cao càng tốt ( Hiện mình dùng AC servo Mitsubishi MRj2S có độ phân giải là 103072 xung, tuy dùng là hàng cũ nhưng thấy rất ưng ý, có tiền thì chơi loại cao cấp hơn, tuy nhiên giá cũng không hề rẻ)
- THC phải ngon, ổn định, khoảng cách cắt chính xác, độ nhạy cao, phải đảm bảo được độ bám theo biên dạng phôi ở tốc độ cao. ( Bên mình dùng của Robot 3T)
- Nguồn hiện tại toàn dùng của Hypertherm nên chưa thể đánh giá được của hãng khác có tốt không, để cắt đẹp, vuông góc, không có ba via chỉ cần làm theo đúng tài liệu hướng dẫn là ok.
- Phần mềm thì dùng Mach 3 viết lại giao diện, tính năng thì cũng như phần mềm chuyên dụng thôi.
- Cam hiện tại sử dụng Sheetcam và Pronest, Sheetcam tuy dễ sử dụng nhưng không được thông minh lắm, có thể khắc phục được bằng sửa bản vẽ trên CAD. Còn Pronest thì để chạy được trên mach 3 đương nhiên là sửa lại, nhưng công nhận phần mềm Cam này nó là đỉnh trong công nghệ cắt Plasma/Oxy fuel.
Lưu ý với người mua máy:
Ngoài vấn đề chất lượng, độ bền, chế độ bảo hành, giá thì cái mà mọi người hay bỏ qua nhất đó là thời gian chạy xong một sản phẩm ( vì thời gian quyết định giá thành sản phẩm). Tốc độ cắt phải nhanh ( phụ thuộc vào nguồn, và tốc độ cắt thực của máy), tốc độ di chuyển không tải càng nhanh càng tốt ( tốc độ này chiếm đến 20-40% thời gian hoàn thành sản phẩm). Nên nhớ để chạy tốc độ cao không đơn giản chút nào ( thường thì người bán ít đề cập vấn đề này). Ví dụ: Để máy chạy không tải ở tốc độ 20.000mm/phút chắc chắn không thể được nếu dùng động cơ bước; hệ thống cơ khí không vững chắc; ray trượt dùng loại kiểu ray thang máy ...( Bên mình đã thử tốc độ không tải 40000mm/phút ok khi dùng AC servo; ray trươti vuông, đương nhiên phần cơ khí phải chắc chắn, chính xác). Ngoài ra để đẩy nhanh th[ì gian hoàn thành sản phẩm đương nhiên Cam đóng góp cũng tương đối.
Có với lời chia sẻ về kinh nghiệm lắp ráp máy cho mọi người học hỏi. Cảm ơn .
Lần sửa cuối bởi haianhelectric, ngày 08-08-2016 lúc 09:51:54 PM.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856

mấy vấn đề bác nói thì hay nhưng cũng thường thôi, ai cũng hiểu nhưng chỉ có một người không hiểu, đó là khách hàng.
muốn ngon, muốn nhanh cỡ nào, muốn vững chắc cỡ nào thì bơm tiền vào, tiền nào của đó, khách VN mình cứ đòi rẽ thì ai mà đáp ứng được, nói chung là hiệu quả công việc là chính, chừng mực nào đó thì vừa.
cắt nhanh, chạy nhanh để làm gì, trong khi không đủ khả năng đầu tư cái nguồn để đuổi kịp tốc độ. thị trường phụ trợ ở VN đâu lớn lắm đâu, máy chạy vừa vừa để cho mấy khâu khác đồng bộ theo cho nói vui vẻ, chứ cắt một đống phôi ra chỉ trong 1 tuần rồi để máy nghĩ đó chờ làm hết đống phôi cũng 3 tháng, thử hỏi đầu tư nhanh mạnh có hiệu quả không, khấu hao bao lâu...
như bác nói thì chỉ một vài trường hợp đặc biệt, rất ít.
định hướng sản phẩm kiểu này khách nào dám đầu tư, một năm làm mấy cái có mà ngáp ruồi. cái mà bác đề cập đến đúng ra phải lờ đi thì phải (tốc độ), hơi ảo, vì khi nào đầu tư lớn thì mới nghĩ tới nó.
một vài chia sẽ trong khả năng.
thanks
Bác nói rất chuẩn. Có môt điều mà các bác dựng máy tôn sùng là tốc độ. Nhưng với tiền đầu tư nguồn cắt hạn chế như hiện này thì tốc độ nguồn có theo kịp máy khồng ? Một máy dùng Động cơ Step 86 qua hộp giảm tốc còn chạy đc tốc độ ít nhất là 8000mm/phut. Trong khi cắt thực tế với nguồn Hypertherm 65A với tôn 6mm chỉ đc khoảng 2000mm/ph. Chạy nhanh là mất lửa ngay. Bác nào không tin cư thử thì biết.
Muốn cắt đẹp, chuẩn, nhanh thì phải đầu tư.
Muốn tà tà sao cũng được thì có gì phải bàn?
Tiền nào của nấy nó phải có ly do của nó thì người ta mới bảo như thế. Do đó nó cũng có một câu nói khác là liệu come gắp mắm. Ý là tuỳ theo mức độ đầu tư, tuỳ theo nhu cầu mà chọn lựa cho phù hợp.
Còn khi nói về chất lượng, sự hoàn hảo thì ta phải chấp nhận. Tại sao cái máy này làm được mà cái máy kia không làm được. Và để làm được điều đó thì ta phải làm thế nào? Bao nhiêu người bảo là đầu tư, là khách hàng hiểu được điều đó?
Do đó là một người chế tạo, sản xuất kinh doanh. Việc linh động gia giảm để đáp ứng tốt với nhu cầu khách hàng là điều cần thiết. Nhưng tư vấn cặn kẻ, giúp khách hàng hiểu và ra quyết định đầu tư hiệu quả mới là người có trách nhiệm.
Mặt khác, khi bàn về kỹ thuật thì việc xác định rỏ tính năng, nguyên nhân, ưu nhược điểm cần nhìn với anh mắt khách quan. Để có thể thấy được cái gì là tốt & phù hợp.
Có ai phủ nhận tốc độ & gia tốc, chất lượng khung máy cũng như các thiết bị có liên quan khác có ảnh hưởng trực tiếp đến hiệu quả đầu tư, chất lượng đường cắt?
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Hê hê cắt thuê mà chạy rùa bò thì tính tiền sao hả, vấn đề thiết kế máy với tốc độ nhanh, giá rẻ vẫn làm ok nhé, đâu nhất thiết phải chơi đồ mới đâu, hàng Nhật bãi rẻ mà ngon gấp mấy lần đồ tàu nhé, khi nào bạn dùng để đột lỗ thì mới thời gian chạy không tải nó quí thế nào nhé.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
Có khi chúng ta nên chia ra 2 trường hơp cắt tôn dày và mỏng bác Haỉanh ah. Với bác cắt tôn mỏng, mà không nhầm thì bác gia công tủ điện....thì bác hay phải đột các lỗ cách nhau 1 khoảng nào đó, tôn mỏng cần chạy tốc độ cao. Mà tôn mỏng thì k sợ vát, k sợ mất lửa khi chạy nhanh nên vấn đề bác nói rất có lý. Nhưng với một số bác cắt tôn dày từ 5mm trở nên, trong đó có cả sơ sở chuyên cắt mã... thì thời gian chạy không tải rất ít. Mà tốc độ cắt với tôn dày không thể cao được, chung quy lại theo em biết thì khi cắt những loại này tốc độ chỉ dưới 6m/p. Mà đã gia công loại này thường là gia công thô, sai số +-1 là chấp nhận đc. Nếu gia công dùng ngay thì chi tiết đấy lại k cần chính xác đến mm.
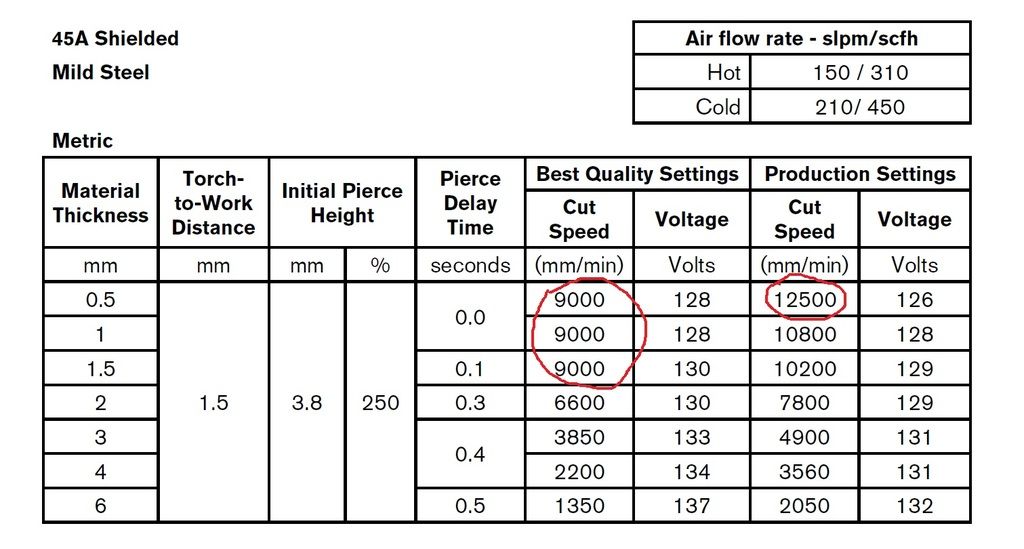
Bạn nhìn xem bảng tốc độ cắt của nguồn Hypertherm power max 65A nhé:
Chả nhẽ người ta mua máy về chỉ cắt mỗi loại thép thôi hả bạn. Ví dụ trên với dòng cắt 45A máy power max 65A nếu cắt thép 0.5 đến 1mm thì tốc độ cắt đẹp đã là 9000 rồi, có thể chạy max lên đến 12500 nếu bép cắt và điện cực mới nhé. Với nguồn Hypertherm để cắt có vết cắt đẹp , không bị ba via thì tốc độ cắt phải đúng như hướng dẫn, nếu giảm tốc độ vết cắt sẽ bị vát và có rất nhiều ba via, cắt nhanh thì không đứt.
Mình đang thanh lý cái máy cho khách hàng đang chạy động cơ bước tốc độ 6000mm/ phút, sau khi nguồn hỏng thì mua nguồn 45A power max nhưng thất bại toàn tập nhé, cắt thép mỏng thậm chí thua xa nguồn tàu chỉ vì không đạt tốc độ .
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856
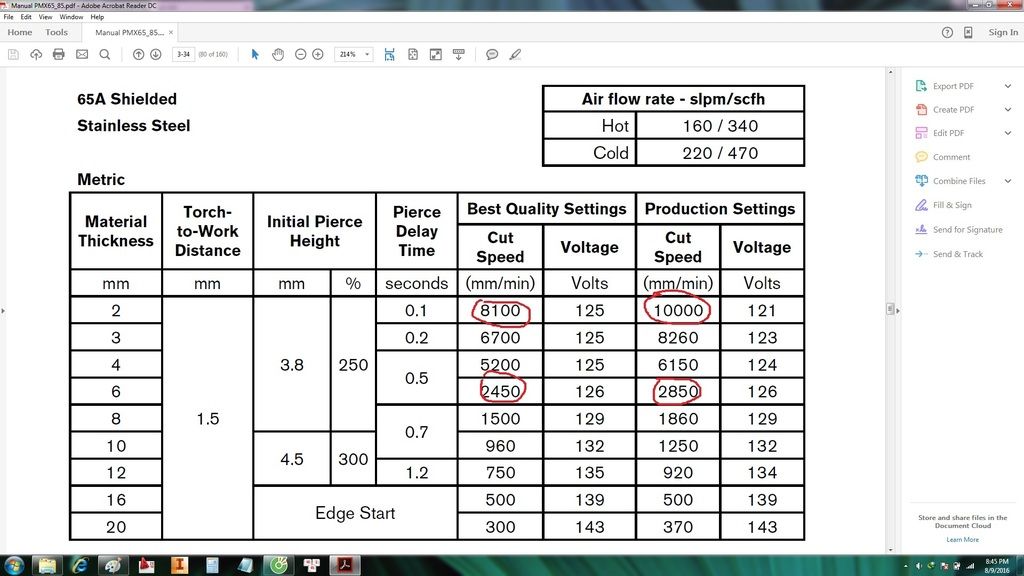
Vâng. E cũng đang dùng nguồn 65A, cũng có 1 quyển sách dạy cộp. Bác xem lại tôn 6mm thì nó được bao nhiêu ? Người sản xuất luôn mong muốn mở rộng hết chức năng của máy nhưng đôi khi người sử dụng chỉ cần 1
 Quyền viết bài
Quyền viết bài