để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook



Mở bát cái nào, hiện em mới mua được máy chấn cnc APL 8020 của AAA với lực chấn 80 tấn, chiều dài chấn 2mm, cữ dùng ac servo yaskawa 400W.
Do nó là đời 1991, chắc để lâu quá pin cho bộ nhớ hết nên chương trình mất rồi, cách tốt nhất là cải tạo lên đời cho em nó vậy, hình ảnh về em nó đây:
Và đây là driver yaskawa 400W, nhưng nó tèo rồi, em quyết định thay bằng Mitsubishi AC MR-j2-40A hàng có sẵn.
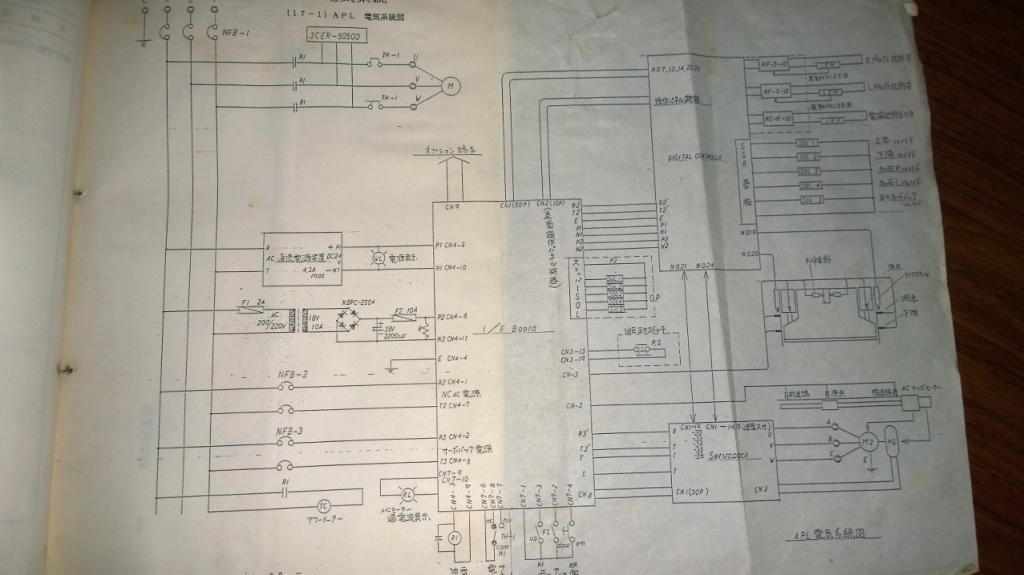
Và cái mạch chủ này dùng toàn công nghệ IC số trông hoa cả mắt, biết nó đẹp lắm mà đành vứt đi, không đủ khả năng để dò mạch.
Cái cuối cùng mà em tìm không ra thông số để có sơ đồ chân và dạng sóng của nó là 2 bộ Linear Encoders được kẹp hai bên xilanh, AE nào có cho xin nhé
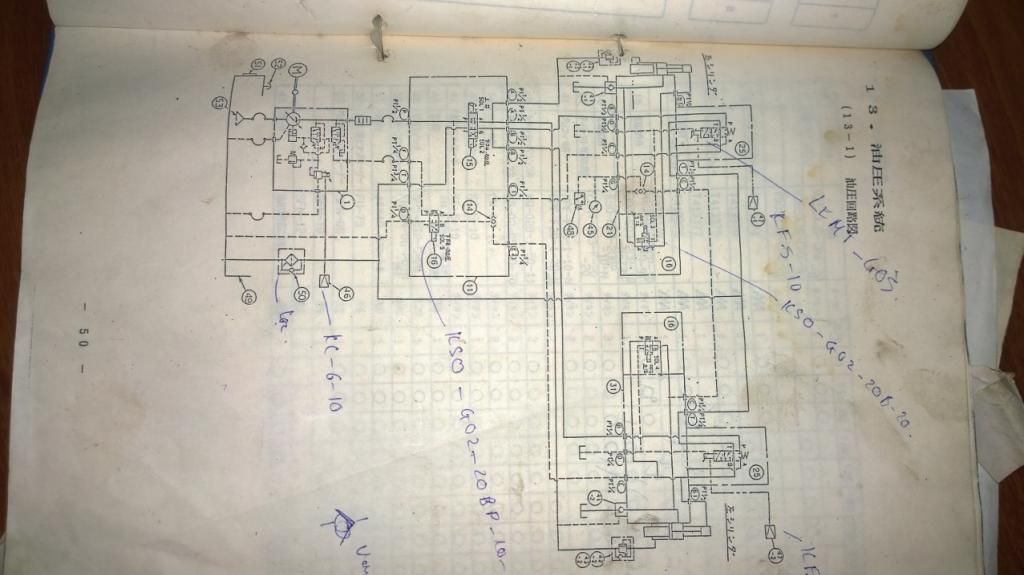
Tạm thời giới thiệu qua về em nó tí thế thôi, hệ thông thủy lực cực mới, đã chạy được bằng tay.







 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn