
 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.



Vài thông số giúp cho việc chọn chế độ phay hợp lý!
Để giúp cho những bạn mới có cái nhìn tổng quan hơn về Chế độ chạy dao hợp lý. CKD xin tổng hợp một số khái niệm có liên quan đến chế độ chạy dao. Hy vọng bài viết có thể có ích cho các bạn
Các thông số cần quan tâm khi chọn chế độ phay:
- ho chiều sâu cắt (depth of cut) - là chiều sâu vật liệu được cắt sau mỗi lần dao chạy qua.
- h chiều sâu phay (feature depth) - là tổng chiều (độ) sâu vật liệu được cắt sau khi kết thúc quá trình chạy dao. Thông thường thì chiều sâu này không được quá chiều dài me cắt, trừ một số trường hợp thiết kế phôi có góc thoát hoặc dao đặc biệt.
- T số me dao (teeth) - là số me cắt của dao.
- Lt lượng ăn dao/răng (feed per tooth or chip load) - lượng vật liệu mà 1 me dao có thể cắt được chiều tiến dao.
- L lượng chạy dao/vòng - lượng vật liệu mà dao có thể cắt được chiều tiến dao sau khi quay 01 vòng.
- F tốc độ tiến dao (feed) - tốc độ tiến của dao trong quá trình cắt (mm/min hoặc inch/min).
- S tốc độ quay dao (speed) - tốc độ quay của dao trong quá trình cắt (vòng/phú rpm).
Để tính được tốc độ tiến bàn ta dựa vào công thức sau:
F = S * Lt * T (mm/min or inch/min)
Trong đó
- Lt tùy theo dao & vật liệu mà rất khác nhau. Nhưng nếu quá lớn -> quá tải dao, nếu quá nhỏ -> dao trượt & nhanh mòn.
- S tùy theo dao & vật liệu mà rất khác nhau.
Thông thường, theo CKD thì:
- giữa nhôm, đồng thau và đồng đỏ có lượng chạy dao chênh lệch khá lớn (đồng đỏ < nhôm 50%), với thép thì < 75%.
- chạy cạnh & chạy cắt (slot) thì tùy vào độ sâu 1 cũng như độ lấn dao (step over) của nhát cắt mà có tốc độ đề nghị cũng thay đổi (tốc độ spindle).
- với dao ngón thép gió (HSS end mill) thì Lt thường khoảng 0.05-0.1mm
- với dao thép gió (HSS) thì với đường kính 3mm cắt nhôm, tốc độ spindle nên để 6000rpm, với dao cát bít thì 24000rpm. Đường kính dao tỉ lệ nghịch với tốc độ spindle.
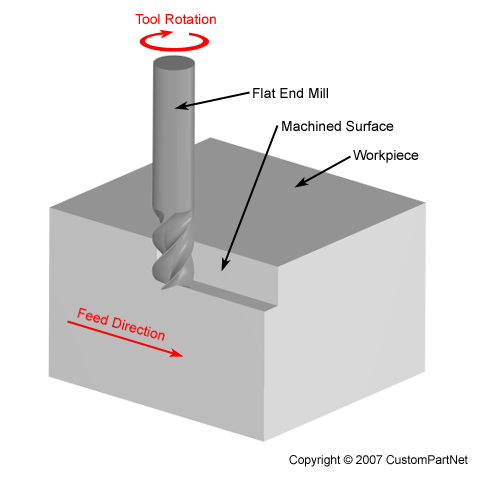
Chế độ chạy biên/cạnh (profile)
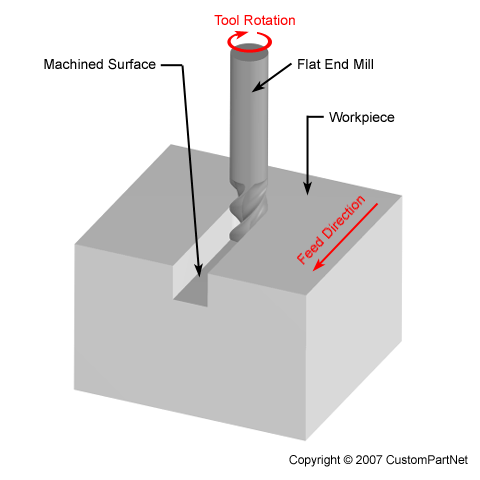
Chạy cắt (slot)
Lưu ý! Gần đây thấy hay bàn về việc dùng từ & độ chính xác ngữ nghĩa của từ theo kiểu hàn lâm, theo từ điển v.v... Ở bài viết này CKD không quan trọng hóa vấn đề này vì các lý do:
- Bài viết không mang tính học thuật, đơn thuần chỉ là chia sẻ tí kinh nghiệm và khái niệm mà CKD đã tìm hiểu được.
- Các tài liệu mà CKD tìm hiểu phần lớn là tiếng anh. Nên việc dịch & hiểu là do cá nhân.. Vậy nên việc dùng từ và diễn đạt cũng thuần là cá nhân.
- Tài liệu dịch thì cho dù đó là sách nhưng rất nhiều khái niệm được dịch & định nghĩa theo cách mà tác giả hiểu. Không có sự thống nhất. Nên trong một số trường hợp CKD sẽ lồng ghép tiếng anh vào để tiện cho anh em khi hỏi google. Vậy nên các ký hiệu có thể không giống với các tài liệu khác.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Do VN mình dể mua nhất là dao của chị Na hoặc dao của taiwan. Cho nên mình sẽ dùng một số thông số dao của tw là cơ sở để các bạn có thông tin sơ bộ mà setup chế độ chạy máy. Tùy theo tình hình thực tế: tiếng ồn, độ rung động, bề mặt sản phẩm mà có gia giảm cho phù hợp.
Dao mình chọn làm thông số mẫu là loại:
- Dao phay ngón (end mill),
- Đường kính 6mm (rất thông dụng, phần lớn spindle nào có thể thể gá lắp được).
- Dao 2 me hợp kim, góc me 25-35o, có tráng phủ:
**** TiAln (thường thấy màu xanh xậm hoặc đen), độ cứng bề mặt có thể lên tới 3500HV, nhiệt độ làm việc có thể đạt 800oC.
**** TG (thường có màng vàng), độ cứng bề mặt có thể lên tới 2300HV, nhiệt độ làm việc có thể đạt 600oC.
- Chất liệu phôi gia công: nhôm (aluminum alloys).
Thông số gợi ý khi cắt biên (side - profile):
- S: 10,000 - 11,000 rpm
- F: 800 - 1000 mm/min
- step down max: 9mm
- step over: 0.6 - 1 mm
Thông số gợi ý khi cắt (profile - slot):
- S: 80000 rpm
- F: 600 - 700 mm/min
- step down max: 6mm
Với chất liệu đồng thau (brass) thì thông số chạy dao gần như nhôm.
Với chất liệu đồng đỏ (copper) thì thông số chạy dao S & F giảm 50-60%.
Với đường kính dao thì tỉ lệ nghịc với S. F giữ nguyên.
*** Một số đề nghị khác
- với dao HSS cùng nhóm vẫn có thể chạy với thông số dao như trên.
- nên có nước tưới nguội để tăng độ bền dao.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM

Rất bổ ích...thank bác admin
tiểu ngư nhi
admin nào ở đây vậy cụ? Cụ đang spam à?Gửi bởi tiểu ngư nhi

DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
e nhầm..đừng ngĩ oan cho e
tiểu ngư nhi

Có cái bảng tốc độ đi dao phay này trên mạng, các bác xem giúp em hiểu dư lày có đúng không nhé :
Như vậy nếu phay thép không hợp kim, dùng dao hợp kim thì tốc độ tối đa lưới dao cắt được 200m/phút.
Ví dụ em dùng dao khỏa mặt đường kính 50, số lưỡi cắt là 3, tốc độ quay trục chính sẽ làl : 200.000/ ( 50x3.14) = 1273 v/phút.
Dao ăn một nhát được 0.1mm thì tốc độ đi dao f sẽ là : 1273x3x0.1= 381mm/phút.
Chết toi em rồi, hôm trước phay thử em để tốc độ sờ pín 3000v/ph, và f= 2000mm/phút. May mà chưa có bị làm sao.
Thanh niên quê em chỉ lấy vợ là nhanh
Sao cái món tính S, F này mình tính hoài mà nó toàn gấy dao với chạy ko đúng
S= Vc/3.14xD(Vc=vận tốc khuyến cáo từng loại dao cho từng vật liệu tra theo bảng)
F= S x Lt x T(Lt =lượng vật liệu 1 me ăn được tra theo bảng, T= số me)
VD: Dao 6, 3 me hợp kim ăn nhôm sâu 1 lát 0.6
S= 320 000/3,14 x6= 16900 (máy chỉ quay được 8000) để S=7000
F=7000 x 3 x 0.1 =2100 =>gẫy dao, hoặc sùi nhôm
em để mò S= 5000, f=800
bác CDK hoặc bác nào có kinh nghiệm khuyến nghị dùm em, vì em chỉ hay dùng mấy thứ sau
- máy em S max 8000, thường để chạy 7500 max
- Sắt thường Dao 6, 8,10,12,16 chạy pocket=profile thì để S và F vơi Ho(deptcut) thế nào
- Nhôm=đồngthau Dao 3,4,8,10 chạy pocket=profile thì để S và F vơi Ho(deptcut) thế nào
THANK U!
Lần sửa cuối bởi hoahong102, ngày 10-07-2016 lúc 10:54:49 AM.
kiểu gỉ thỉ kiểu tốc độ quay có 7000, tốc độ cắt 2100 thì gãy dao là chắc.
--- nhôm đúng loại theo yêu cầu chưa ?
--- dao đúng loại theo thông số bác tra chưa ?
nếu nhôm 5025 và dao china là tèo em chắc chắn .
bỏ qua cái bảng đi , cứ phang theo kiểu mò đến đâu mà dao không gãy , chạy đẹp là phang.
và cũng bỏ luôn cái máy đi , cái máy của bác đời rất cổ , chỉ chạy thô 2D thôi , không có ramp hay phay HS pocket như youtube đâu.
Datron trong video nó quay đến 40Krpm mà cũng chỉ ăn tới F 5000-6000mm/min ,
em thì phay thẳng là 15-18Krpm, ăn tầm 1500-2000mm/min thôi , ăn sâu 1mm pass 5mm dao 6mm là chuyện thường , còn phay hình thì em nghĩ 900-1200mm/min cho nó an toàn còn đi ăn cơm.
Qua mà học chú KhoaC3 kìa.
chạy qua chú Thuannguyen mà học cho nó phê nhé.
Lần sửa cuối bởi Nam CNC, ngày 10-07-2016 lúc 11:30:00 AM.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648


EM sống ở vùng nông thôn xa xôi, trong bản em có thằng bạn cùng trang lứa chơi với nhau từ hồi chăn trâu cắt cỏ. Nó tên là Bụt. Nhà em ở trong ngõ trúc quanh co còn nhà nó ngay cổng chùa. Thi thoảng nó vẫn nhờ em gu gồ hộ cái vần đề làm sao để nó thành thiêng, em chiều bạn cũng guc gồ mãi mờ chả ra. Trên đây có cụ nào nhiều kinh nghiệm vụ này chỉ cho em với. Thks.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Em sẽ lưu ý lời bác NAM, em thấy tra bẳng tính ko ổn tý nào nên cứ dùng bừa, khi nào dùng dao mà quên S F là ALO cao thủ tính hộ, mỗi tội bệnh hay quên nên là gọi nhiều cũng hơi ngại)
Theo em ở đây tồn tại nhiều vấn đề.
1. Vật liệu không chuẩn. Thường thì nhôm đồng, sắt hay nhập của tàu hay của các làng nghề đúc lại nên thành phần chẳng ai kiểm soát được. Rất khó tính chế độ cắt chuẩn theo sách vở.
Trước em cũng gặp nhiều.
2. Dao tàu bán quá nhiều nhưng k có thông số kỹ thuật nên chả biết đâu mà tính cho hợp lý.
3. Máy móc toàn đời cũ cả, chẳng ai đo đạc được thông số hay chất lượng. Thường chỉ đánh giá theo kinh nghiệm hay cảm tính.
4. Dung dịch trơn nguội, đa phần các bác mua ngoài chợ cũng chẳng biết chất lượng thế nào, về pha k đúng tỷ lệ.
5.Khi lập trình gia công không tính toán mô phỏng lực cắt, nhiệt độ,... trên các phần mền cae. Nguyên nhân cũng do lười, hàng ít nên bỏ qua, thông số đầu vào tù mù k biết đâu mà tính.
Nói tóm lại thì với những yếu tố trên thì các bác không thể chạy đẹp được như bọn tây.
Lý thuyết cũng nên tham khảo và làm nhiều cũng sẽ tích lũy được thêm kinh nghiệm.
nguyenvinhthuan121187@gmail.com, ĐT:0978469045. Thiết kế chế tạo máy CNC.
Theo như mình thấy công thức tính F= S*Lt*T có điểm không hợp lý, Vậy chiều sâu mỗi lát cắt Lt càng lớn thì F càng lớn trong khi S vẫn vậy?????????
lượng ăn dao răng này tính theo phương chạy dao chứ không phải theo phuơng z bác ơi, ví dụ dao 1 me lượng ăn dao răng Lt=0.1 (theo sách của Nga là Fz) S=10000vòng/phút thì để đảm bảo Fz=0.1 (thực hiện được 10000 lần tiến dao 0.1 trong 1 phút) =>F=10000*0.1 , còn T thì bao nhiêu me ta nhân bấy nhiêu lần thôi
Cái này bác để hình như gần đúng rồi đấy.
http://www.daycounter.com/Calculator...lculator.phtml Xài thử cái này nhé. Nhớ là hệ Inch =))
Đồng thau có thể chạy tốc cao hơn nhôm khá nhiều nha. Cái formula này phù hợp với máy bác. Chạy nhanh hơn phôi thoát không kịp gãy dao ráng chịu à. Nhất là chạy cắt 2D. Dao 3 me chuyên chạy nhôm của Tàu chạy rất êm.
Cảm ơn trùm afa occutit, mình sẽ tham khảo cái này, nhưng mà dự là gẫy dao thường xuyên thôi! Ko bằng cách gọi điện thoại cho cao thủ

Em đào mộ chủ đề này tẹo ah. Hôm nay ngồi nghịch tìm được phần mềm fswizard cài trên điện thoại. Phần mềm tính toán chế độ phay tự động hay phết tính toán đủ thứ hầm bà làng các cụ cài điện thoại mà nghịch

Lần sửa cuối bởi Luyến, ngày 23-01-2018 lúc 01:39:22 PM.
CƠ KHÍ CNC LUYẾN YẾN.
Nhận SX khung máy CNC theo yêu cầu LH.0987 302460
biết tuốt, CKD, Ga con, h-d, haignition
chào bạn, bạn nào có kinh nghiệm thực tế rồi, mình có trường hợp này,mình đang sử dụng con endmill 10, loại đầu màu vàng, mình cắt thép thường, bạn nào có thông số
cắt hợp lý ko?
 Quyền viết bài
Quyền viết bài



 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn