
 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


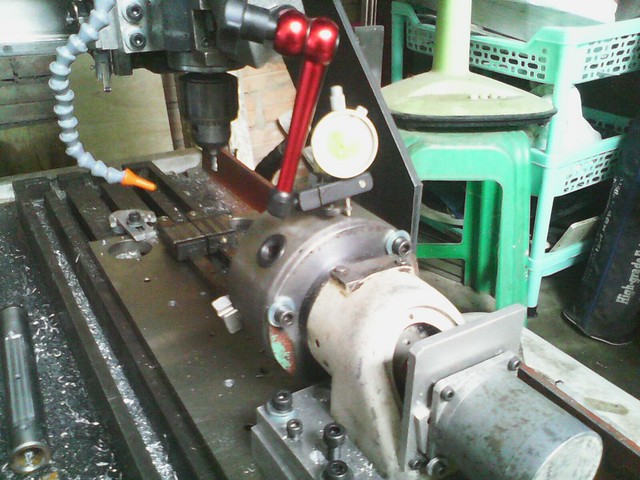
Nhận được hộp số Harmonic với mũi chống tâm tài trợ của NamCNC cách đây hơn 1 năm, tới giờ mới bắt tay vào làm được cái trục A.
Hộp số gắn trên một tấm thép tháo máy dày 16mm rất phẳng, còn mâm cặp gắn với hộp số bằng một tấm bích tròn.
Tấm bích tròn này tiện 1 lần kẹp để đảm bảo 2 mặt bên song song với nhau (phần tiếp xúc với hộp số là tại tâm, còn phần tiếp xúc với mâm là tại mép bích).
Các bước canh chỉnh như sau:
1. Canh chỉnh độ đồng tâm của mâm cặp với hộp số:
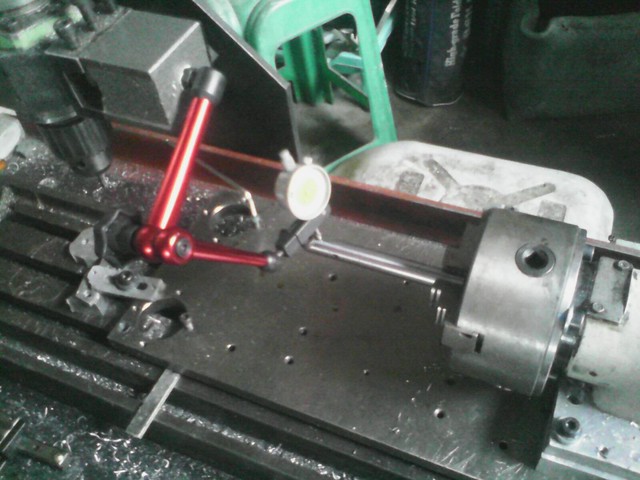
2. Rà đồng hồ dọc theo mâm cặp để trục A song song với trục Y
3. Dùng cốt thép 16 kẹp vào mâm cặp rồi rà đồng hồ theo phía bên để song song với Y và phía trên của cốt để vuông góc với Z.
Sau khi xong, khi rà đồng hồ tại đầu mút xa nhất của cốt sắt bằng cách quay trục A 360 độ, thì nó runout cỡ 0.4mm, mình thay cái đồ gá vào (là một ống sắt tròn đã tiện chuẩn lại) thì vẫn runout thế, làm đi làm lại vài lần vẫn bị.
Mấy cao thủ xem giúp mình có sai ở đoạn nào không, dự định là gắn cái phôi thế này để phay 4 mặt xung quanh và mặt trên.


Mâm cặp mới hả bác chủ ? Bác thử tháo mâm cặp ra, quay trục A rồi rà cái đồng hồ theo trục Y xem cái mặt này nó có đảo không ạ ( đồng hồ đứng ở mép bích, tiếp xúc với mặt phẳng bắt mâm cặp, rồi xoay trục A ý ạ )
anh làm kiểu này không đúng tẹo nào đâu....
----Đầu tiên do mép mặt bích bắt mâm cặp , đo độ đảo mặt bích , với em thì kim đứng yên thì càng tốt. ( bước này giống anh Tuấn nói )
---- bước 2 gá 1 cây trụ chuẩn vào mâm cặp thưc hiện như hình số 2 của anh , nhưng điểm dò này ở gần chấu cặp là được , và runout với cây kim đồng hồ so 0.01 không nhảy vạch nào càng tốt. lúc này ta có trục A chuẩn , mâm cặp có vị trí chính xác trên trục A.
---- bước 3 thực hiện như bước 2 nhưng điểm dò càng xa càng tốt , ngay đầu mút cây trụ đúng chính xác như hình số 2 , và khi kim chỉ dao động tầm 1 vạch xem như thành công , và lúc này tậm trụ chính là tâm trục A và như thế trụ sẽ trở thành chuẩn trục A để dò song song với trục Y
---- Dò song song với Y thì tốt nhất dùng 2 đồng hồ so cùng lúc để ở 2 góc độ vuông góc với trụ như vậy ta có thể kiểm tra chính xác song song Y trong không gian 3 D , và sau khi tìm được vị trí mà kim đồng hồ so không nhảy vạch nào khi cho trục Y chuyển động ( hết chiều dài cây trụ) thì ta có được vị trí chính xác trục A trên may.
---- Việc Z vuông với A thì là việc canh chỉnh máy ban đầu nếu Z vuông với X và Y thì bây giờ theo hình học Z phải vuông với A.
Em lười chụp hình từng bước , mong các bác thông cảm , làm việc với trục A thì em có kinh nghiệm gần 10 năm hehehe.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
việc kẹp phôi hình chữ nhật như vậy thì dùng mâm cặp 4 chấu là ngon nhất , nhưng với mâm 3 chấu thì dùng chấu kẹp luôn, nhưng phôi có độ lệch tâm 1/3 chiều dày phôi thì phải... và gia công kiểu này em nghĩ nên có chống tâm thì đúng hơn .
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Em rất thích cách làm trục A của cái máy này , và rất hâm mộ cái máy của nó.
https://www.youtube.com/watch?v=tzTiY1q0uu4
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Ứng dụng của em nó luôn nè .... cái hảmonic em tặng anh không thua em này trên youtube đâu nhé cũng có độ cứng tương đương đó.
https://www.youtube.com/watch?v=KVi0vU4YXAM
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Gửi bởi Tuấn
 Tks các bác, hôm nay về sẽ tiếp tục chiến đấu với em nó.
Tks các bác, hôm nay về sẽ tiếp tục chiến đấu với em nó.
Còn cái mũi chống tâm thì chơi block trượt với tiren để tịnh tiến cho nó nhanh, nhưng phải chế cái bệ để gắn đầu chống tấm vào đã Nam ơi.
Bác Anhcos chụp hình rõ cái spindle để em học tập với
Cái spindle mình dùng là loại DC 110v, dùng kèm theo mạch điều khiển tốc độ.
Ý bác muốn xem liên kết giữa trục chính với cái spindle này hay sao? Mình đang đi công tác nên chưa chụp hình nữa.
mình muốn xem liên kết với trục chính, nhìn qua là thấy bác phay được sắt, lúc nào bác đi công tác về chụp hình cũng được mà, nhìn cái đầu phay giống như tháo từ cái máy khoan tay phải, tiện thể xin hỏi bác là động cơ DC 110V, công suất bao nhiêu, tốc độ thế nào, có dễ kiếm không và chi phí nữa vì chỗ mình không có điện 3 pha, đang dùng con router nó ồn quá
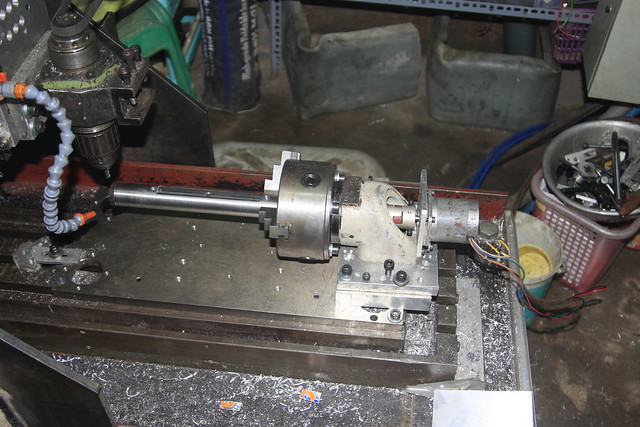
Cuối tuần rồi hì hục canh chỉnh lại, không biết do đĩa đệm không phẳng hay do mối lắp với hộp số không ép chặt nữa.
Cuối cùng chêm một tí vỏ lon bia vào giữa đĩa đệm và mâm cặp nên mâm cặp với hộp số đã đồng trục với nhau.
Săn làm luôn cái chống tâm, gắn thêm cái tay quay vào nữa là dùng rất thuận tiện:

 Quyền viết bài
Quyền viết bài



 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn