Hi everybody,
New here so please tell me if I do something wrong, like posting this in the wrong section or something.
Now, I've built myself a small milling machine for light machining like aluminum, plastics etc. I've had it for a couple of years and at first I used a Bosch router but quite quickly changed to a homemade ER16 collet spindle. This spindle has proven to work for what I do but I wanted the benefits of quicker and repetable toolchanges and the possibillity to go full ATC (but I probably won't on this machine).
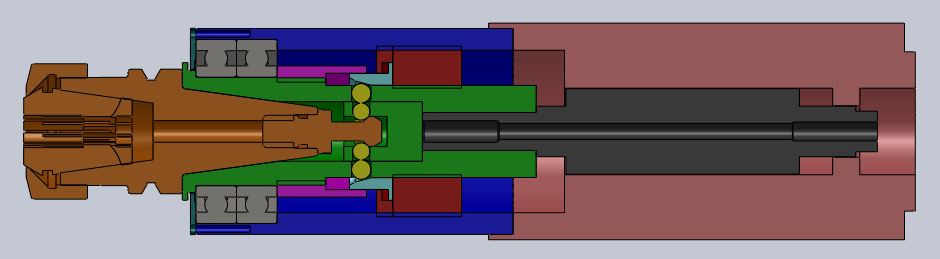
After quite a while researching other spindle projects here, and elsewhere I started to design around a BT30 holder with a 45 degree pullstud. The final design ended up looking like this:

The two lower bearings are angular contact 7207BEGAP and the top bearing is a standard 6206. Allthough I'd love to have "special purpose spindle bearings" I hope that these will be good enough. They are universally matched and ground for a light preload. My aim is to be able to run somewhere between 6000-8000 rpm but we'll see.
There's a coilspring in the drawing but that is of course belleville washers in the real spindle. 114pcs of them provides around 3000N when the taper of the tool holder makes contact with the spindle taper.
And here's the machine it will hopefully end up on when finished:

I started by making the housing for the spindle. At first I intended to make it out of steel or even stainless but changed my mind and made it out of aluminum. If it turns out to be bad choise I'll either make new one or have one made (I don't want to do it again, see below...) Anyway, here's a couple of photos of the process:
160mm dia aluminum round bar ready for machining:
Cục nhôm phi 160x250 (đoán thế  ), ước lượng khoảng 1500K
), ước lượng khoảng 1500K

I turned down the outer diameter of the lower part and the flange and then started to drill out the ID:


When the bulk of the material was drilled out I machined the seat for the lower bearings, here I'm using a three-point micrometer to measure the diameter - 71.985mm for a 72mm bearing:
Kiểm tra kích thước bằng thước chuyền dùng đo lỗ tròn




 để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook



 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn





 )
)

