


 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫnEm nói khó vì em chưa thấy ai bán spindle ở 4r này chạy chậm cả.

 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


spindle chạy chậm em nghĩ nó mới dễ tìm vì.... ngày xưa làm dì có spindle chạy nhanh, mấy năm nam spindle chạy >10k mới thông dụng và nó phát triển kèm theo CAM mạnhGửi bởi Khoa C3

spindle bt dưới 6000rpm ... tìm dễ , motor kéo cũng dễ nốt , giá cũng ko khó chịu
ngược lại spindle cao tốc.... loại cartridge >10k 2 3 năm đổ lại đây mới dễ tìm mà giá thì khó thở, con motor spindle cao tốc cỡ 10k em chưa thấy dễ tìm
Lần sửa cuối bởi nhatson, ngày 18-06-2015 lúc 10:35:01 PM.


Em nói khó vì em chưa thấy ai bán spindle ở 4r này chạy chậm cả.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
vì trong này ko ai làm máy to như cụ cả, máy lửa DIY chơi thì làm thôi
máy to thì em thấy đi khuân nguyên con nặng 5 6ton , chết điện cỡ 50 60 70t ko nhiều nhưng kiếm vẫn có
còn ko khuân con này, giá ko cao nhưng em tin là với khung sườn diy nó có thể trụ với gia công sắt thép
Lần sửa cuối bởi nhatson, ngày 18-06-2015 lúc 10:46:37 PM.
Hà hà, cụ chớ mua xác máy to về dựng lại, không ngon đâu. Em thử 2 lần rồi và tất nhiên bán tống bán tháo 2 lần rồi, chạy ra sản phẩm không đẹp bằng máy mình DIY, đó là lý do em thích chế máy to.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
chạy ko ngon thì em đồng ý, nó chạy quá rồi, dùng phá thô thì chắc ko sao
còn chuyện spindle chậm, motor spindle chậm mà khó kiếm cụ check lại nha, em ko tán đồng chổ này
ko mua máy mình vẫn có thể mua part , có điều mấy ông làm máy dưới 100kg 100 người thì làm máy to như cụ được 2 3 người ah, nên máy tay doanh nhân hok có chăm bẵm
cụ cần thì em ra bãi thấy em chộp hình báo cáo, cụ ưng em cho số phone để cụ múc
Thks cụ, nhưng em tự thấy không đủ khả năng để DIY 1 con máy mà có spindle chạy chậm, cái này em nói thật luôn. Cũng muốn DIY 1 con chạy chậm để phá thô nhưng lực bất tòng tâm cụ ah.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Máy của bác chủ em chỉ thấy là khi trục X chạy hết hành trình thì spindle cắt cái gì, vào đâu và độ vững chắc khi đó?
Trục X combo là bác đi đúc à? Hay là mấy cái combo tí hon phổ biến như KR gì đấy?
đoá vấn đề hok phải là spindle và spindle motor mà lả ở cái body máy phải hem cụ
cụ cố thêm vài phần công lực chắc là làm được có điều công sức tiền bạc/ hiệu năng ko xứng
Như em đã nói ở trên rồi, giả sử có spindle chạy chậm đi thì hệ ray của bác chủ không kham nổi.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Em thấy ray với vitme của bác chủ khá là to đấy! Bác chủ chưa nói thông số ray nên các bác đừng chém vội kẻo hụt
Em chỉ có nhận xét là khoản cách hay ray Y quá nhỏ so với hành trình X.
Lê Anh Tuấn - 0989.bốn không 8. 4 0 tám
Mình không đồng ý với cái suy nghĩ về cắt gọt của bác lắm. Hiện giờ chát bằng điện thoại ko tiện, mai mình sẽ viết cụ thể hơn
Nhìn tương quan hình ảnh thì ray có thể là 30-35, cũng to rồi. Nhưng chưa biết ray gì. Hay là ray của bác)
Ray con lăn 35 của em có 2 cặp, bán 1 cặp cho bác, 1 cặp cho bác Huy "nổ" hay Huy "lựu đạn" rồi. Không biết bác này có quan hệ gì không?
Bác chủ cho nốt thông số ray với vitme nhãn hiệu gì đi. Em nghi là bác chủ đang dùng cặp ray con lăn dài 1.2m và 0.8m lắm!
Lê Anh Tuấn - 0989.bốn không 8. 4 0 tám

Kaka dự là Ray 25 các thánh ợ
TPHCM - sdt 0907983682
https://www.facebook.com/CNCSP268/
Bác chuyển nghề sang cảnh sát điều tra đi
Haha em hơi bị tinh tế chút thôi bác ợ, còn điều tra thì...nghiệp vụ rồi :3
TPHCM - sdt 0907983682
https://www.facebook.com/CNCSP268/
đề nghị bác chủ thớt tham gia nhiều nhiều hơn cho chuyên gia tư vấn kịp thời , chứ tần suất thưa quá , chuyên gia chém nhau tạo bão à.
chỉ mới là bản vẽ sơ khảo , còn nhiều chổ chỉnh sửa lại lắm , nếu thiết kế từ đầu thì nên sửa lại kết cấu Y dưới , X nằm trên , tăng cao Z
nếu là combo thì nên chụp hình com bo , đặt tạm combo lên sàn cho anh em nhìn hình rồi tư vấn , đôi lúc combo to nhưng thực tê nhu cầu nhỏ thì nên thiết kế theo nhu cầu chứ thiết kế theo combo thì nó trái ngoe lắm .
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Em cũng phải nhảy vào chém vụ này một chút mới được
- Về vụ step: Xét về công suất, step không lớn, nhưng con alpha kia phù hợp hơn nhiều. Khi khởi động từ trạng thái tĩnh sang động, cần moment lớn để tạo ra gia tốc lớn, vận tốc lúc đó đang thấp, ưu thế của alpha step lớn hơn servo nhiều. Tuy nhiên em nhiều thì thấy, step dù sao cũng là step, vẫn có rung động khi chuyển từng bước (dù microstep làm nó mượt hơn khá nhiều), nên vẫn thưa servo về khoản êm và bền dao. Còn tốc độ thì nói thật, dùng cho máy gỗ thì chưa có con servo nào cùng công suất qua nổi alpha. Em hay dùng thay thế, 911 = servo 750-1kW, 98 or 69 = servo 400W, 66 = servo 200W. Lớn hơn nữa không tìm ra step hồi tiếp thì nên dùng servo.
- Về vụ xác máy: chắc bác Khoa mua trúng mấy cái chạy băng hộp đã rơ rồi, chứ xác máy Nhật - Mỹ chạy băng bi còn mới thì sao tệ vậy được ạ, cùng lắm rơ nhiều thì bác thay vít me, thay ray trượt. Con máy của bác cũng build từ phụ tùng hàng tháo từ máy dạng đó ra thôi, kể cả cái spindle (của máy taping chứ chưa phải milling). Cá nhân em cũng đã làm vài con + tham khảo nhiều con hàng refurbished chạy cực ngon. Hỏi ku Terminatex xem cái xưởng của Mr Trí thế nào, con máy bán cho Mr. Hiệp PTM thế nào là biết ạ
- Vụ spindle như cụ Khoa nói em thấy có lý, nhưng em không chơi Diy mà chơi đồ tháo máy cũ cho lành. Cơ bản là tư duy từ đầy các bác muốn có 1 con spindle vừa ăn sắt khỏe vừa phải thật nhẹ nữa nên mới ra khó khăn nông nỗi ấy, chứ chịu loại chạy chậm, khỏe mà nặng trịch thì đầy ạ.
Với những gì sếp chủ thớt có, em nghĩ nên làm em Cframe hoặc Hframe là OK rồi. Em đang hoàn thành con Cframe 460x320x300, và cũng đang có kế hoạch làm em Gangtry 1400x800x250 trong năm tới
Thanks.
em chân thành cảm ơn các bác đã cho em nhưng lời cố vẫn sâu sắc và uyên thâm vậy
rất xin lỗi các bác em lên 4r thưa thớt vì cũng bị quản lý đôi khi tranh thủ lên được ạ
em vẫn đang băn khoăn về cấu hình lên chưa vẽ cụ thể cái gì dc các bác ah
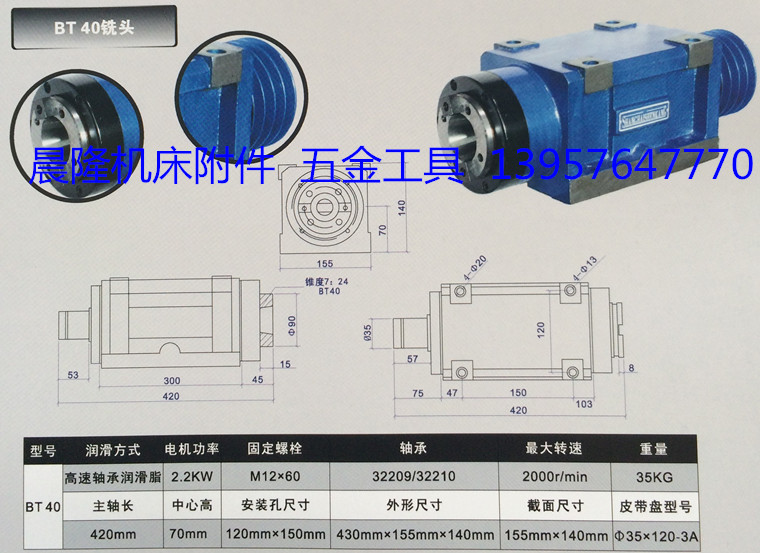
con spindle đang đặt chỗ anh Nam làm nếu có ảnh em nó bác cho anh em xem hộ em với nhé
em cần chỉnh lại con máy của em có kết cấu giống với Vertical Milling CNC DIY đúng ko các bác
em sợ bộ bộ x nằm trên nó nặng quá bộ ý liệu chịu đc ko (bộ y dài 1,2m )
em có bộ z là com bo thôi ạ
còn trục x và y đề làm bằng thép khoảng 12-15mm hàn lại rồi đem phay thôi
quan trọng cần có cái thiết kế tổng thể rồi thiết kế chi tiết thì nhanh và đơn giản hơn ạ
động cơ em đang có 3 con 200w yakawa nếu nó yếu quá em sẽ cân nhắc đầu tư thêm công suất cho em nó khoẻ hơn
em cần chốt lại mấy vấn đề như sau
- ray 25 vậy có bảo đảm dc ko các bác?
- nếu dùng servo yakawa 200w có ổn ko nếu thay thì cần bao nhiêu w là đủ?
- tổng trọng lượng máy cần bao nhiêu là dc vậy a?
rất mong được giúp đỡ của các bác
thank
Lần sửa cuối bởi duytrungcdt, ngày 19-06-2015 lúc 09:55:54 AM.
Đồ cũ tháo từ máy cnc và máy cnc phay sắt có chút khác nhau đó bác.
Đúng là lần đầu đi mua máy cho mình em vẫn ở cái thời mông muội, nhưng tới lần 2 lần 3 ... mua cho mình và bạn bè rủ đi mua máy em cũng lựa chọn ghê lắm.
Kết quả vẫn không có cái nào được ưng ý thành ra giờ em có ác cảm với máy cnc cũ
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
 Quyền viết bài
Quyền viết bài
