


 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫnÀ em quên, D6 4me S9000 F2000 ap7mm ae1.5mm

 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


Khoa , tốc độ spindle , F và dao nào ? cho biết chế độ xem , với lại step over nữa cho anh em học hỏi với.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648


À em quên, D6 4me S9000 F2000 ap7mm ae1.5mm
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Cái đỏ đó chính xác. Lâu lâu em vọc lại mấy cái chế độ HSM mới thấy, hầu hết mấy chương trình đều mặc định nó không cho gia công vùng shallow (muốn nó gia công thì phải tick chọn nó mới chịu làm), chắc vì sợ mòn dao cục bộGửi bởi Nam CNC

. Nên nếu lồi lõm nhiều thì chưa chắc (kể cả chọn 2D hay 3D HSM).
Cái còn lại thì e thấy không đúng đâu. Hôm cuối tuần rồi sang test cái máy ông anh, Yoshida dùng Fanuc 10M, băng hộp, sản xuất năm 1986 giờ rơ ráo tùm lum, phá thô bằng Adaptive mill trong Inventor cả đám nhìn hết hồn. Em khẳng định về gia công thô thì máy đời mới làm gì làm không có cửa so với máy cũ đâu.
Đơn giản thôi có gì đâu, nếu làm chương trình cho máy đời mới (yếu yếu mà tốc độ cao) chọn optimize load (bề dày mỗi pass) thấp, chẳng hạn dao 8mm chiều sâu 20mm, mỗi pass ăn 1mm, S9.000rpm, F2.000mm/p, thì làm cho máy đời cũ thông số tương đương là dao 16mm (chiều sâu cũng 20mm) S4.500, mỗi pass 2mm F1.000mm/p. Thực tế e để mỗi pass 4mm, s5.000rpm tốc độ phá thô hơn gấp đôi set thông số máy như trên, chưa kể dao to chiều sâu cắt còn set được cao hơn. Vc cũng không phải vấn đề vì e cho chậm xuống chút cắt lại thấy êm. Với máy cũ chạy 2D thì F cũng không kém lắm, còn việc retract nhanh thì con máy Yoshida bên xưởng chạy G0 đến 15.000mm/p nên retract nhanh với nó không phải issue.
Chuyển sang gia công tinh thì ôi thôi, máy cũ thua toàn tập. Lúc này lực cắt không phải là vấn đề thứ yếu nữa, mà độ chính xác, tốc độ trục chính, tốc độ controller... quyết định. Với Fanuc 10M nội suy đồng thời 3 trục chạy tinh chỉ đạt không quá 300mm/p, máy thì rơ rão. OM hay 11M cũng chả khá hơn (không qua nổi 500mm/p). Gia công tinh trên máy này còn thua cả con máy khắc chạy spindle TQ 2k2
Thanks.

Chạy 3D trên máy cũ, mình thấy để tăng hiệu quả nội suy cách thường làm là ép nó lại thành 2D, chạy theo mặt yOz hoặc xOz. Khi đó thì tốc độ khã quan hơn. Chổ nào lắc léo quá thì chịu.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Ga con so sánh cũng không khách quan lắm , anh nghĩ hãng nó suy nghĩ ra thêm chức năng này là so sánh trên mỗi máy , đồng thời có điều kiện ràng buộc thì ít nhất máy có tốc độ với hệ điều hành gì ra sao thì sẽ hiệu quả hơn.
Ví dụ cùng cái máy lớn em nêu ra , cùng con dao phi 16 em chọn , nếu cách truyền thống và HSM thì cái nào hiệu quả thơi gian hơn ? chắc chắn cách mới hiệu quả hơn đó nha.
Hiệp Râu đâu rồi ta ??? hắn chuyên độ case máy tính , chuyên móc thô những khối nhôm to to , hắn nói nhờ HSM mà lợi biết bao nhiêu thời gian trong gia công thô đó.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
người ta đi đục gỗ roài
Nếu chạy kiểu truyền thống lại chọn dao kiểu khác thôi anh, cũng không phân thắng bại được.
Nếu cho chọn dao tự do thì kiểu truyền thống có khi còn lợi hại hơn đó anh. Nếu dùng cùng 1 con dao trụ cỡ bé bé thì HSM chắc chắc là hơn. Chạy HSM không phát huy hết với các kiểu dao ghép mảnh, size to nhưng mỗi pass depth không lớn được trong khi cái này phù hợp với kiểu truyền thống.
Thank.
em tham gia chút: phân cao thấp phải so sánh từng công việc cụ thể
Ví dụ Sản phẩm mà đường chạy dao chỗ to chỗ nhỏ, không đủ không gian để ramp thì không thể dùng dao to, lúc này HMS thắng chắc (thực tế em chạy nhanh gấp 2 lần)...nếu phải gia công một cái hố to, rộng....thì cứ là chọn dao quạt to gắn chíp ...HMS lúc này ko bằng được
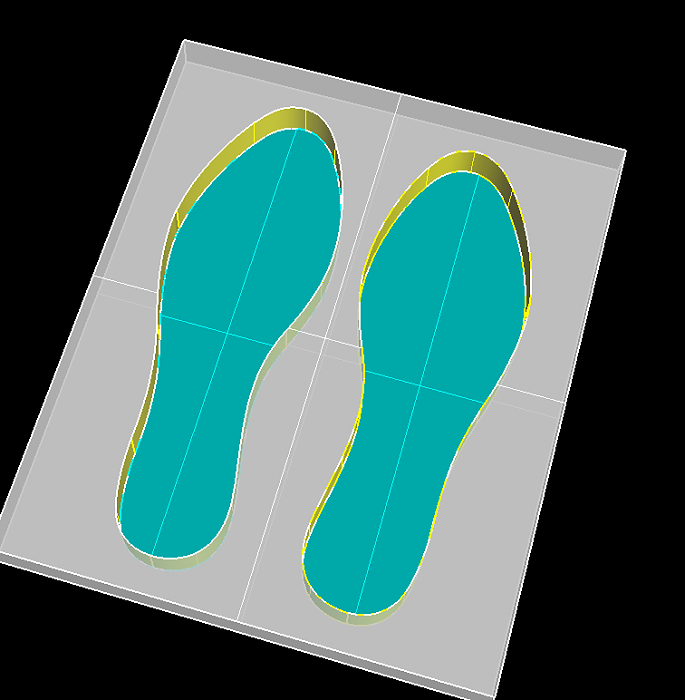
Vd1: cái lắp của khuôn đế giầy này nếu phá thô bằng dao lớn hơn hoặc bằng 16 thì phải thay dao nhỏ hơn và cũng vẫn mất tầm 3-4h(phương án tốt nhất của cách truyền thống là dao chíp 35, rồi ăn lại bằng dao 10 cũng mất 3h, ko dùng được dao 50), chạy HMS dao 10 mất 1,5 -2h(chỉ tính phần phá thô mầu nâu)
VD2: chạy 2 cái hố lòng khuôn đế giầy. HMS dao 10 hoặc 16 thì cũng mất > 2,5 h....chạy dao quạt 50 gắn chíp ăn ngọt mất 1,5h
Lần sửa cuối bởi hoahong102, ngày 11-08-2016 lúc 08:45:14 PM.
Nhớ ko nhầm hôm trước chạy hộ cái hố kia có 45phut thôi. các cụ khỏi tranh luận cho mệt cứ đem 1 chi tiết nào đó ra chạy theo 2 cách. em dùng hsm. chay xong so time nhé. ai nói hsm ko chạy tinh dc em tin chắc người đó chưa dùng hoặc chưa biết dùng.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
Trên cùng 1 máy như của anh thì hiển nhiên HSM hơn (vì đâu gắn dao chip được
Mọi người đang bàn cả về máy mừ, làm thế nào cho hiệu quả nhất với máy đó.
Thanks.
So sánh trên cùng size dao, cùng máy càng tốt sẽ có kết quả cho từng trường hợp khác nhau.
Theo e thấy kiểu adaptive gì bác Ga con nói vậy mà hay
Chứ so dao to, dao nhỏ, máy cũ, máy mới, khoẻ rồi yếu thì tới tết công gô cũng không xong. Vì mỗi máy, mỗi kiểu đều có ưu & nhược riêng mà.
Chưa nói mấy cái bài test để đánh giá hiệu quả kinh tế, do mấy thằng tây làm. Chổ nó giá trị thời gian cao chót vót, giá trị dao cộ, công nghệ có là gì đâu. Còn ở ta thì ngược lại...
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Anh em có chiêu trò gì show ra hết, giới thiệu ưu nhược càng hay hơn nữa.
Người xem cứ rút kinh nghiệm rồi áp dụng vào từng việc cụ thể, trên mẫu, trên máy cụ thể để có hiệu quả cao nhất là hay nhất.
Như em.. mò iMachining đã rồi thì cũng dùng ArtCam như thường. Hehe.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
sẵn tiện có ae nào sài mấy soft như G-wizard calculator hay HSMadvisor ko ta ?
Em đang sài dao mới hết nên định dùng cho đợ tính toán mệt óc feed vs speed
Adaptive machine nó giống Imachining trong Solidcam đó anh (Autodesk họ mua Solidcam về và phát triển lên).
@cụ Khoa: trong HSM nó có cả roughing HSM và Finish HSM mà. Phần Finish HSM kén máy quá nên nhiều máy cũ tốc độ thấp không phát huy được.
@cụ Ronaldinho: em thấy dao mình xài toàn loại vừa phải không datasheet chính xác. Em thấy Vc cần tuân thủ, còn lượng ăn dao từng răng thì cứ test thử rồi ghi nhớ cho chắc. Nhập mấy cái này vào là xong.
Thanks.
@ Phúc :ủa chạy tinh bằng finish thông thường dao nó đã liên tục bám mặt phôi rồi mình nghĩ thế là nhanh nhất. chạy tinh kiểu Finish HSM dao nó ăn kiểu nào ,mà nhanh hơn được nữa ta ?

Em hỏi ngu ngu tẹo, em có cái rảnh rộng 5ly, sâu 20, dài 20, vật liếu sắt ct45 chưa tôi. Dùng mũi phay nhỏ 3-4 ly có phay được cái của này không các cụ ui ? tốc độ bi nhiêu thì được chỉ luôn giúp em với. Nên mua dao 2 me hay 4 me ạ ? con sờ pín của em nó chỉ chạy max 8000v/ph thôi.
Em củm ơn
Thanh niên quê em chỉ lấy vợ là nhanh
Nó khác chút xíu anh.
Kiểu truyền thống thường có mấy cái như Raster (linear), spiral...
Kiểu HSM finish khá đa dạng, một số giống như truyền thống, một số mới (như conner offset hay constant stepover...) biên dạng chạy rất linh hoạt.
http://www.inventorcam.com/us/cam-so...hsm-finishing/
@ cụ Tuấn: chạy kiểu thông thường thì có thể dùng dao 5mm phay luôn, bình thường mà cụ. Còn phá dạng HSM thì dao phải nhỏ hơn rãnh CAM nó mới cho chạy. 20mm thì hơi sâu so với dao 3-4mm, phải cắt 2-3 pass cho chắc.
Thanks.
4 ngày nay con máy hành em như thế này: chạy G0 thì đúng, G1 sai
Ví dụ
....
G0 X0
G0 X50
G0 X0
G0 X50
....
em cho X dao động như thế 1000 lần vẫn đúng, chek = đồng hồ 1/100
G1 F1000 X0
X50
X0
X50...
Thì trục X chỉ dao động trong khoảng cỡ 2-48, không chính xác là 2 và 48 nhưng hai giá trị này giống nhau trong mọi lần dao động, trên mach3 cũng hiện giá trị giống thực tế đo.
THay đổi giá trị 50 tăng hoạc giảm thì sai số tăng hoặc giảm theo. Em đã cài lại win, mach3 nhưng ko thay đổi được gì. Các cụ cứu em với.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
vậy ngoài cái thử nghiệm này ra chạy chương trình bình thường nó có sai không ? G1 là chạy ăn dao , có khi nào nó bù bán kính dao không ?
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Chạy trình bị sai nên em gá đồng hồ so test ra kết quá như thế. Vấn đề ở chỗ chạy G1 bảo thằng Mach3 đi tới X50 thì nó ko tới nơi, G1X0 nó cũng chỉ gần tới 0. G0X0 thì nó tới mới đểu.
Lần sửa cuối bởi Khoa C3, ngày 14-08-2016 lúc 06:13:31 PM.
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
 Quyền viết bài
Quyền viết bài