để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


Anh em lưu ý , cái món đó có thể là để dùng kiểm tra so sánh cao độ chứ dứt khoát không phải đầu dò hay set Z zero , bác chủ thớt nên tìm hiểu chính xác thông tin và giới thiệu đúng tính chất kĩ món đồ muốn bán chứ không thể tự ý nói tùm lum như thế , anh em biết thì không mua, nếu anh em không biết mà mua về không đúng chức năng sẽ đổ lỗi cho bác , bác tự giải quyết là việc của bác , còn những gì xảy ra cho web thì nhờ admin giải quyết.
Em lưu ý bác bán đúng tính chất kĩ thuật món hàng , nhiều món em thấy bác gọi tên lung tung gây nhầm lẫn.
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648

Gửi bởi Nam CNC

Bác Nam nói cũng có lý, dù gì cũng có lời nhắc nhở cho mấy anh bán hàng cẩn thận hơn, chuyên nghiệp hơn, nghe thấy bán bàn set Z mà phán tương thích với mach 3, sẽ có sơ đồ mạch sau (mới có sơ đồ, còn chạy được hay không chưa nói).
với lại đọc thấy có bác bán đầu spindle, mượn lời của bác Nam để mô tả sản phẩm thì phải, nên tránh trường hợp bán hàng theo kiểu này, có thể gọi là trá hình, vì hàng đã qua tay người nào là mọi thứ đều phải là của người đó, đơn giản lúc còn của bác Nam thì nó êm thiệt, nhưng nếu về táy máy lỡ tháo ra ráp lại không chuẩn, hay luộc bạc đạn (giả sử spindle), thì làm sao mà mượn lời được???
Thanks

Chào anh Nam CNC,
Mình thấy anh có thời gian tham gia hoạt động diễn đàn lâu nên chắc kinh nghiệm sẽ có nhiều hơn những anh em mới. Nhưng không phải lâu năm thì a thấy và cảm nhận điều gì củng chính xác và đúng là chuyện đương nhiên. Chuyện cái Set Z zero này, mình gọi đúng tên (mình chưa hề bán cái nào gọi là đầu dò cả) và đúng tính chất sản phẩm (anh có thể tham khảo "Mach3 Zero Probe Tool"). Không biết anh đã có cầm qua sản phẩm của mình ở ngoài, để tìm hiểu thông số kỷ thuật và thức hoạt động như thế nào mà nhắc khéo mình rồi. Trong topic lần trước thì mình thấy anh cũng có comment, nhưng do chưa xem kỹ nên mình nghĩ anh đúng.
Là thành viên chung một diển đàn, chung một đam mê. Thiết nghỉ các thành viên nên cùng nhau đóng góp ý kiến trên tin thần hỗ trợ và xây dựng. Những comment mang tính chất khác, ít nhiều gây ảnh hưởng không tốt đến sự phát triển một tập thể. Câu chuyện con Cua Nhật và con Cua Việt Nam ít nhiều là một ví dụ điển hình cho lý do tại sao người Việt Nam giỏi, cần cù, thông minh nhưng vẩn không phát triển xứng tầm khu vực được.
Trân trọng
p/s: Tất cả những anh em khi giao dịch với mình, mình đều cung cấp thông tin đầu đủ(trực tiếp hoặc gián tiếp). Không bao giờ xảy ra trường hợp treo cái này bán cái kia hoặc đánh con lận.
Lần sửa cuối bởi Mechanic, ngày 13-09-2015 lúc 03:59:22 PM.
Bị trôi quá nên cập nhật lại.
Bị trôi quá nên cập nhật lại.
cảm ơn bạn phản hồi , mình đã google theo từ khoá bạn cho và thấy rất nhiều hình ảnh .
----thứ nhất bạn cho mình tên sản phẩm cái mà bạn gọi là set Z zero , mã số để mình tìm hiểu xem nó được làm ra có phải là có chức năng set Z zero không ?
---- Thứ 2 mình chờ đợi bạn cái sơ đồ kết nối với mach3 , và cách xử dụng
**** set Z chẳng có gì khó , theo google bạn đã chỉ dẫn, hàng loạt set Z DIY , mình cũng tự làm từ rất lâu rồi , sai số +-0.01mm
**** set cơ có đồng hồ tại Tùng Ngũ Kim hay Liên Hưng có bán giá 1.5tr-2tr hàng Đài Loan ( họ nói thế nhưng cứ nghĩ là của china cho nó an tâm) , tại Cẩm Ký có bán hàng 2nd japan luôn cũng không mắc hơn.
set Z , phải có bộ phận nhúng , bề mặt set phải mài siêu mịn và có thể bằng hơp kim, quan trong nhất phải có kích thước cao độ để set , có thể là dùng đồng hồ so , nháy đèn , hay là tiếp điểm siêu chính xác .
tham khảo toolsensor.com
Nguyễn Hoàng Nam
n_h_n2002@yahoo.com DT: 0908415648
Bị trôi quá nên cập nhật lại.
Mình thấy 2 bác này đều có lý của mình, nếu google thì phần lớn là diy, cũng không có cơ sở, nhưng ở mức độ nào đó thì cũng tạm được, còn nếu ai đã thấy được cái set zero Z ở trong cái máy làm răng gỉa thì sẽ không nghĩ sản phẩm của Mechanic là set zero Z. Cách nay khỏang 3 năm mình đã may mắn được cho sờ mó và xem qua em nó họat động rồi. Mình nhớ mỗi lần thay dao lấy zero Z thì nó thụt lên xuống vài lần, và dây kết nối của ee nó khá nhiều dây so với 4 dây của hàng on/off.
Thanks
Chào anh Nam CNC,
Rất vui về những chia sẽ chi tiết của anh để các thành viên có thêm thông tin hữu ích. Mình sẽ cố gắng tìm lại tờ giấy đi theo cái này ( bữa có để trên bàn làm việc để đọc, hiện tại bị lạc mất, khi có mình sẽ bổ sung cho mọi người cùng tìm hiểu ).
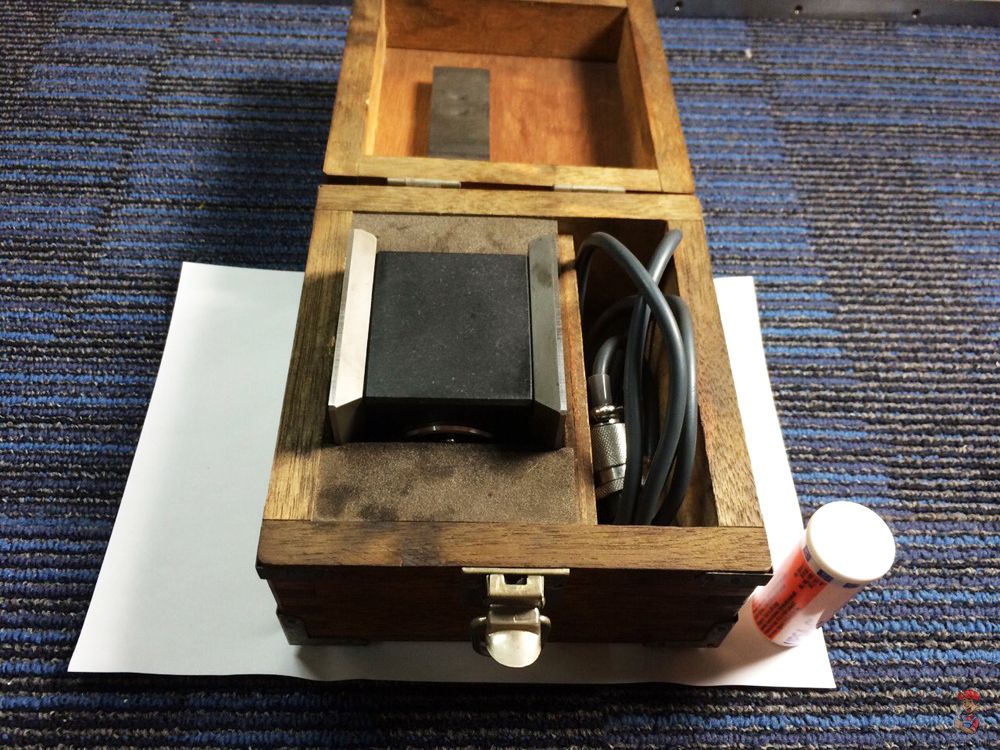
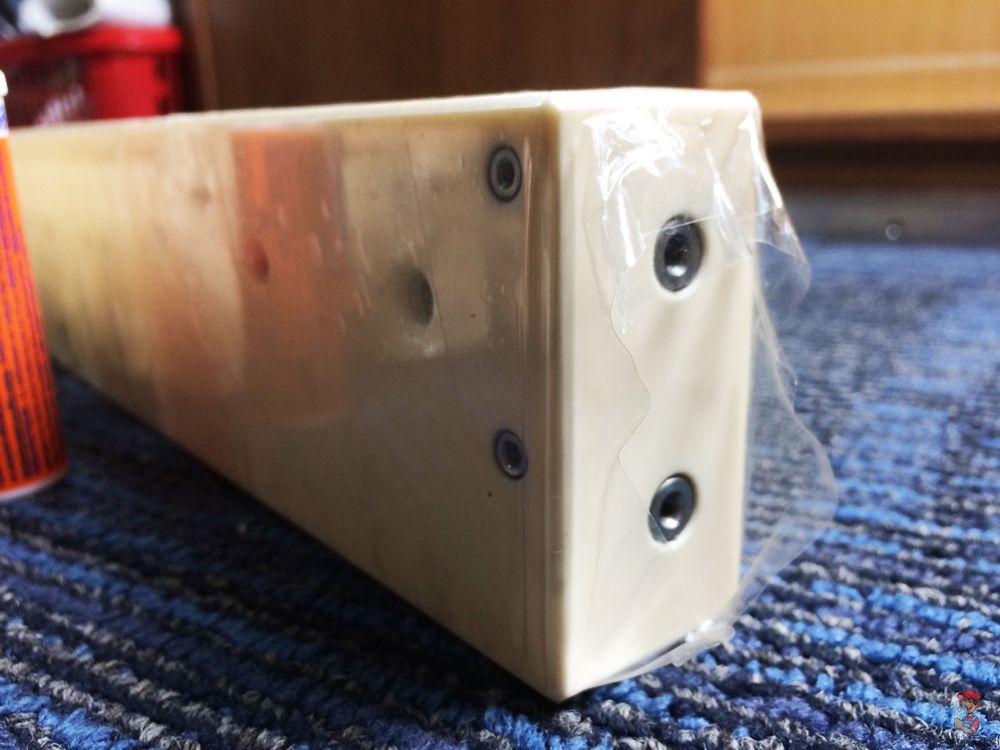
++ Chia sẻ thêm về thiết bị này ( vì đã có người mua nên mình không thể mở ra để chụp hình cho anh em coi được, mong được thông cảm);
- Phần thân nối làm bằng chất liệu đá.
- 2 bề mặt (UPPER và LOWER ) làm hoàn toàn bằng hợp kim, láng bóng. Có 2 tiếp điểm nối trực tiếp với 2 mặt này và nối tiếp với đèn tín hiệu. Đầu ra chỉ có 2 dây của 2 tiếp điểm này.
- Phần chiều cao - trong tờ giấy của nhà sản xuất cho ghi cho từng sản phẩm riêng biệt ( do sơ xuất nên mình bị lạc mất, cái này có thể đo lại bằng đồng hồ đo dao ngoài )
- Vì là hàng này đo xài trên máy công nghiệp, jack dây cũng theo đó mà có sơ đồ riêng. Nhưng trùng hợp là theo cách mình tìm hiểu thì cách đi dây tương tự Mach3
- Có thể đời cũ nên có khác cơ chế hoạt động. ( nói theo cách chủ quan của mình )
Về phần toolsensor.com, công ty mình cũng có và đang sử dụng. Khi nào có đợt thay thiết bị mình sẽ cố gắng đem về để anh em sử dụng. Set tool bằng đồng hồ so thì chính xác và ổn định, nhưng chỉ phù hợp cho ATC có sẳn chế độ lưu và tự bù trừ chiều cao dao. Thay dao bằng tay thì vấn đề này hơi cực.
Trân trọng
-------------------------------------
Tiện đây mình cũng gửi đến các anh em, Cty mình đang nhập về một số dòng Grease (mỡ bò) TIMKEN USA ( hàng chính hãng). Mình sẽ mua lại và chia nhỏ ra cho anh em phù hợp với nhu cầu sử dụng( 50g, 100g, 200g ...). Post hình một số tượng trưng (không phải hết tất cả các dòng Grease). Giá mình sẽ cập nhật giá cụ thể trên đây sau.

Lần sửa cuối bởi Mechanic, ngày 13-09-2015 lúc 07:10:16 PM.
CẬP NHẬT THÊM LIST HÀNG 13/9/2015 - Số điện thoại : 092.405.2529 - TPHCM
-----------------------------------------------
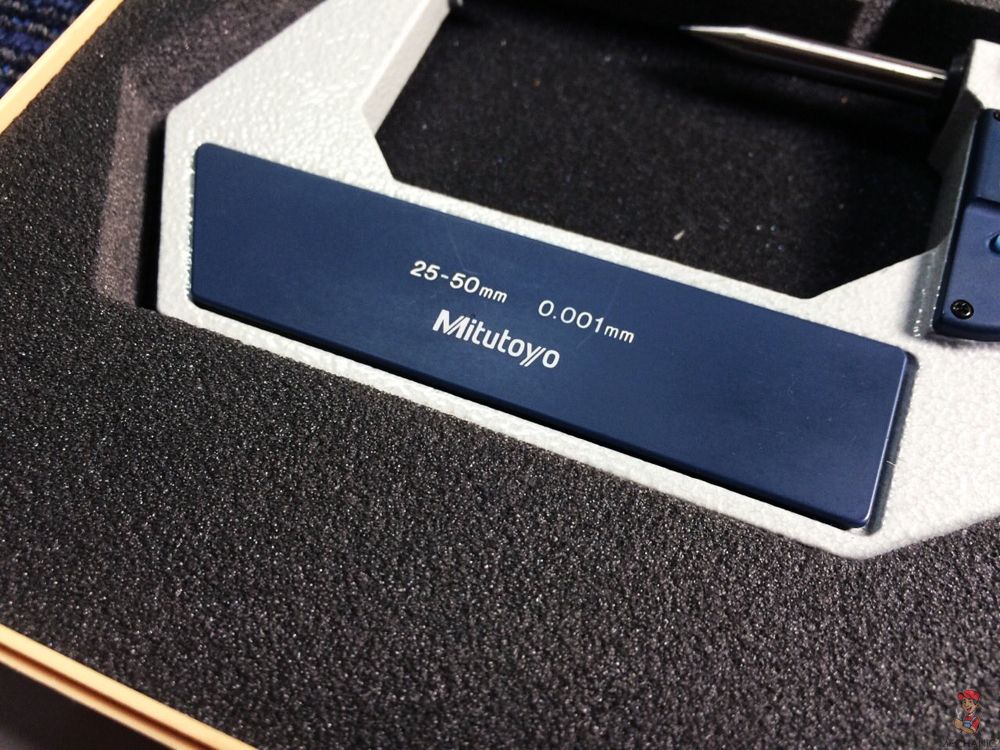
ĐẦU DÒ CẠNH
* Hàng sưu tầm, dự định là để lại xài, nhưng hôm nay thấy vui đem ra bán luôn. Thông tin cái này thì chỉ có như hình. Cách sử dụng như thế nào ae tìm hiểu giúp mình
GIÁ: 2.950.000 đ/ bộ
● Đường kính thân : Φ32mm
● Đường kính viên bi : Φ10mm
● Độ Chính xác : 2μm
-----------------------------------------------
Anh em nào có nhu cầu nên ghé qua nhà minh kiểm tra thoải mái trước khi mua hàng.
Số điện thoại : 092.405.2529 - TPHCM
Nhận chuyển ra nhà xe cho các bác ở xa.
Lần sửa cuối bởi Mechanic, ngày 13-09-2015 lúc 09:00:08 PM.
mỡ bò cao tốc đạt dc 1.200.000mm/ph hem nhỉ
lh: Nam 0989 050 650
Cái này chắc là ultra high speed rồi anh ơi, giá không dễ để nhiều anh em chấp nhận đâu. Mà a muốn mình cũng mua về được hehe
http://www.timken.com/en-Us/products...edSpindle.aspx
Lần sửa cuối bởi Mechanic, ngày 13-09-2015 lúc 10:58:14 PM.

Bác chủ cho em tham khảo cách đo thanh dò song song được không ạ ?
Em chế một cái theo kiểu này : http://forum.cncprovn.com/threads/46...ai-thuoc-vuong
Nhờ bác xem giùm cách chế và kiểm tra như vậy có sai ở đâu không ạ, trong công nghiệp thì bác dùng đồng hồ so kiểm tra như thế nào ạ ?
Thanks bác

e ông mập ,còn mỡ bò Đức 2.200.000 nè ! bên a Nam cũng còn , tui cũng còn . hỏi chi rứa? cần thì hú tui quẹt cho phát !
------------
Thịnh CBNN 0937 237 bốn ba tám .

Thấy anh em bàn về Probe sensor trong chủ đề mua bán. Thấy nói thêm cũng không tiện vì làm loãng chủ đề. Nhưng thấy nhiều người, mỗi người hiểu mỗi kiểu về vụ này nên cũng muốn làm rỏ hơn. Nên quất luôn nhé bác chủ.. nếu có loãng thật thì xin lỗi.
- Với máy công nghiệp thì có vô số cách set Z cho dao (đúng nghĩa là đo chiều dài dao và bù trừ độ dài dao). Cái này khác nhiều với cách làm của nhiều anh em là hay so dao với điểm Z zero (thường là mặt hoặc đáy phôi) sau đó Zero tọa độ Z thành 0. Nhưng với nhiều máy được trang bị đầy đủ đồ chơi thì làm khác đi chút.. (1) dò mặt phôi bằng Probe (đầu dò phôi) -> Zero Z, (2) dò chênh lệt độ cao giữa phôi và tool set (cái này có thể nội suy từ giá trị Z machine), (3) đo độ dài dao bằng tool set, sau đó tính toán và lưu giá trị vào bảng offset length, (4) khi dùng dao nào thì gọi offset của dao đó ra mà dùng, máy sẽ tự bù trừ độ cao Z theo dao. Với máy không có tool set hoặc Probe để dò phôi và đo dao thì có thể tiến hành đo dao (bằng thước) trên bàn lắp tool, sau đó nhập số liệu tool length offset vào máy bằng tay. Ngoài ra thì còn nhiều cách làm khác...
- Với máy dùng Mach3 thì tùy gia chủ mà cách xác định Zero Z cũng khác đi. Thông dụng nhất vẫn là dò dao với mặt phôi (hoặc đáy phôi) rồi Zero Z, cách này hiệu quả với mách thay dao bằng tay. Cách này cũng có thể tự động hóa thêm tí.. là sử dụng chức năng tự động dò thông qua Digizing hoặc Probe. Khi đó dao chạm vào miếng dò (tool set - điện cực) và báo hiệu cho Mach3, Z zero sẽ đươc set sau khi trừ độ dày của tool set. Với anh nào đã từng dùng máy công cụ chuyên rồi thì mới biết tới tool length offset. Mà vụ này thì mỗi người làm khác nhau chút xíu.. nên cũng không có cái được gọi là chuẩn được.
Trở lại vấn đề. Mach3 sử dụng tính năng Digizing hay Probe thế nào. Đây là một chức năng cơ bản mà từ thời xa xưa đã có, thông qua lệnh G31. Đại ý là Mach3 sẽ di chuyển trục (hoặc nhiều trục) hướng về một vị trí cho trước. Trong quá trình di chuyển sẽ liên tục dò trạng thái tín hiệu Digizing (Probe) và dừng lại khi xuất hiện tín hiệu này. Vì quá trình này có gia tốc nên việc Dò sẽ càng chính xác nếu tốc độ di chuyển càng chậm.
Tín hiệu Digizing đơn giản chỉ là một tín hiệu On/Off. Đó đó Probe cũng không đòi hỏi là thiết bị gì thật cao siêu.
- Đơn giản nhất chỉ là một tiếp điểm (thường là miếng đồng, dẫn điện tốt mà lại mềm, không làm hỏng dao) tiếp điểm này kết hợp với dao, khi tiếp xúc sẽ tạo tín hiệu On/Off cho Mach3.
- Hơn tẹo thì chỉ cần một nút ấn (công tắc) cũng làm được. Đương nhiên độ chính xác vị trí lặp đi lặp lại của cái công tắc này ảnh hưởng đến độ chính xác của phép đo. Các Probe đơn giản trên các máy phần lớn đều dạng này, có chăng là được chế tạo với cấp chính xác cao để giảm dung sai tối đa (1/100, 1/1000 v.v..) Ngoài ra còn được che chắn để tránh bụi, chịu được nước v.v... Ngoài ra mặt tiếp xúc với dao còn được làm từ hợp kim để không bị mài mòn, không gỉ sét. Lại còn có thể nhún nhún được để không tạo áp lực lên dao (tránh hỏng dao). Loại xịn hơn còn có 2-3 mức tín hiệu, nếu tiếp xúc rồi mà máy vẫn không dừng.. mà cứ đè miết thì nó báo limit luôn để dừng máy.
- Còn đấu nối & config Mach3 thế nào thì tùy thuộc vào BOB nữa.. nên cũng chẵng có quy tắc chung cho tất cả trường hợp. Riêng với Mach3 thì chỉ cần sự thay đổi trạng thái của 1 trong các input là Ok.
Có vài cái vi déo nói về tool length offset được post ở đây http://forum.cncprovn.com/threads/31...ll=1#post50183
Ghi chú: đây là nhận định cá nhân.. ai tin thì tin, ai không tin thì thôi nhé..
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Anh cứ tự nhiên chia sẻ kiến thức hữu ích để giúp anh em có thêm thông tin nhé. Bài chia sẻ rất chi tiết. Cám ơn anh
Như có nói từ trước, mình có đem về một số dòng Grease (mỡ bò) cao cấp thương hiệu TIMKEN USA ( Cái này hàng USA chứ không phải CHINA đóng USA nhé. http://www.timken.com ).Cái này công ty mình nhập về nên đảm bảo hàng nhập chính hãng, không phải loại trôi nổi kém chất lượng trên thị trường.
Trước giờ đại đa số mọi người sử dụng chung một loại Grease cho tất cả các mục đích nên chưa khai thác được hết các ưu điểm của thiết bị. Do đó mình đem về 3 loại (được sử dụng theo đúng khuyến cáo của nhà sản xuất ). Ae có thể không mua sản phẩm này, nhưng lưu ý khi chọn mua Grease nên chọn mua đúng sản phẩm theo đền nghị của nhà sản xuất để sử dụng và bảo vệ thiết bị tốt hơn
--------------------------------------------
- TIMKEN PREMIUM ALL PURPOSE ( nâu vàng ) : Dành cho mục đích bôi trơn chung.
- TIMKEN PREMIUM BALL BEARING PILLOW BLOCK & ELECTRIC MOTOR (xanh da trời) : Dành cho mục đích bội trơn bearing gối trong gối đỡ và các loại Bearing cho Motor. Theo khuyến cáo của nhà sản xuất, loại này có thể sử dụng cho tốc độ lên tới 10.000 rpm (vòng/phút)
- TIMKEN HEAVY INDUSTRY (Tím) : Dành cho mục đích bội trơn thiết bị cần tải nặng, áp lực lớn và độ shock cao. Phù hợp cho Thanh trượt và Vitme.
- Trên thực tế trên thị trường có nhiều dạng đóng gói khác nhau . Nhưng đa số theo nhu cầu sử dụng thì ít ai sử dụng hết được, nếu bảo quản không tốt có thể làm hư Grease, nên mình đã chia ra theo từng phần nhỏ để phù hợp với nhu cầu của mọi người. . Một bộ (một xylanh và có sẳn đầu kim để bơm Grease). Khi bơm Grease vào Bearing nếu dùng ống tiêm có đầu kim sẽ giúp bơm đều và vừa đủ vào các rãnh bi giúp tiết kiệm và sạch sẽ hơn cách "dùng tay bôi" như thông thường.. Đã thí nghiệm với Bearing 7205
-------------------------------------------------------------------------------------------
GIÁ
TIMKEN PREMIUM ALL PURPOSE ( nâu vàng ) : Dành cho mục đích bôi trơn chung.
- 1 BỘ : 35.000 đ
- 2 Bộ trở lên : 25.000 đ. MUA 4 BỘ TẶNG 1 BỘ
- LƯU Ý : Khách hàng đã mua sản phẩm khác của mình : MUA 3 BỘ TẶNG 1 BỘ (Lần mua đầu tiên)
TIMKEN PREMIUM BALL BEARING PILLOW BLOCK & ELECTRIC MOTOR (xanh da trời) : Dành cho mục đích bội trơn bearing gối trong gối đỡ và các loại Bearing cho Motor. Theo khuyến cáo của nhà sản xuất, loại này có thể sử dụng cho tốc độ lên tới 10.000 rpm (vòng/phút)
- 1 BỘ : 45.000 đ
- 2 Bộ trở lên : 35.000 đ. MUA 4 BỘ TẶNG 1 BỘ
- LƯU Ý : Khách hàng đã mua sản phẩm khác của mình : MUA 3 BỘ TẶNG 1 BỘ (Lần mua đầu tiên)
* Mình đã thử và 1 Bộ có thể sử dụng cho 6-8 Bearing size lớn ( vd : 7xxx .... ). Tuỳ vào mật độ bơm Grease của mỗi người mà số lượng này sẽ tăng hoặc giảm. Mật độ quá nhiều cũng không tốt cho Bearing nhé.
- TIMKEN HEAVY INDUSTRY (Tím) : Dành cho mục đích bội trơn thiết bị cần tải nặng, áp lực lớn và độ shock cao. Phù hợp cho Thanh trượt và Vitme.
- 1 BỘ : 55.000 đ
- 2 Bộ trở lên : 45.000 đ. MUA 4 BỘ TẶNG 1 BỘ
- LƯU Ý : Khách hàng đã mua sản phẩm khác của mình : MUA 3 BỘ TẶNG 1 BỘ (Lần mua đầu tiên)
* 1 Bộ có thể sử dụng cho 2 con trượt lớn hoặc 2 ổ bi lớn ( vd : HSR 30, Vitme phi 25 .... )
-----------------------------------------------
Anh em nào có nhu cầu nên ghé qua nhà minh kiểm tra thoải mái trước khi mua hàng.
Số điện thoại : Liên hệ chữ ký - TPHCM
Nhận chuyển ra nhà xe cho các bác ở xa.
Lần sửa cuối bởi Mechanic, ngày 28-11-2016 lúc 01:13:49 AM.
Số Điện Thoại : O92.4O5.2529 - TPHCM
Mạng chập chờn nên post bị lập. Đã xoá.
Lần sửa cuối bởi Mechanic, ngày 16-09-2015 lúc 09:50:32 PM.
đạ 2tr2 mm/ph hả, cơ mà cũng éo ăn thua
fi 40 chạy 24krpm ~ 3tr mm/ph cơ, bà mịa nó fi thì lớn chạy thì nhanh mà chỉ chơi grease
lh: Nam 0989 050 650
Hiện tại lượng Grease có đóng gói sẳn chỉ đủ phục vụ cho những anh em đã liên hệ ngày hôm qua. Những anh em nào mua hàng hôm nay vui lòng liên hệ trực tiếp mình (092.405.2529) trước khi thanh toán. Xin chân thành cám ơn.

 Quyền viết bài
Quyền viết bài



 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn










 .
.