



Các bác cho em hỏi tí:
Em đang chạy gia công bức tranh gỗ , đang chạy được 1/3 hành trình rồi, tự dưng mất điện em không biết làm sao mở máy lên để chạy tiếp hành trình tiếp theo đó, giúp e với ạ

 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.


Các bác cho em hỏi tí:
Em đang chạy gia công bức tranh gỗ , đang chạy được 1/3 hành trình rồi, tự dưng mất điện em không biết làm sao mở máy lên để chạy tiếp hành trình tiếp theo đó, giúp e với ạ
Lần sửa cuối bởi Hoang Phuong, ngày 16-01-2016 lúc 03:39:07 PM. Lý do: lỗi chữ
Hoàng Phương: 0905096673
e-mail: phuongoau@gmail.com

Chạy tiếp với Mach3 hầu như là không thể.
Để chạy tiếp con bản phải làm như sau:
- Set lại tọa độ. Mach3 không lưu lại tọa độ gốc nếu không được tắt đúng cách.
- Dò code đến gần khoảng cần chạy.
- Vào MDI gỏ G1 Fxxx (thường là F4000) rồi enter, gỏ M3 S24000 rồi enter
- Trở lại program run -> Run from here.
- Start
* Chú ý xem kết quả
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Bác CKD có thể nói rõ cho e cách lưu lại toạ độ đang chạy đúng cách với dò gcode sao cho đúng toạ độ bị mất ấy được k ạ, cảm ơn bác
Hoàng Phương: 0905096673
e-mail: phuongoau@gmail.com
Mất điện thì xong rồi. Có rất nhiều cách để giải quyết vấn đề này:
- Dùng UPS chạy riêng cho máy tính nhưng phải thiết lập thêm một vài thông số.
- Thêm cảm biến set "home", như máy plasma cnc của mình thì dùng 2 cảm biến quang cho trục X;Y, viết thêm chương trình cho mach3, mỗi lần chạy nó tự động lưu tọa độ khi set zero chương trình. Thế thôi khỏi lo mất điện, kể cả sự cố gì đi, chỉ cần lấy tọa độ đã lưu ra rồi chạy lại là ok.
Dịch vụ cắt Laser fiber- Plasma- Oxy/gas CNC tại HN. Việt Anh: 0913209856

mach3 chạy gỗ nó khác xa với plasma bác ah.e cũng thử chạy gỗ rùi có hàng triệu dòng lệnh em thường sét home cho các trục rồi di chuyển tới điểm 0 cần gia công, ghi lại tọa độ rồi zero all.
còn plasma ngày nào em cũng chạy mất điện không có vấn đề gì cả chỉ cần tìm môt dòng lệnh mới chạy qua cho mỏ cắt tới vị trí mồi lửa, chạy ọp lai dòng lệnh đó là xong
laser & plasma cnc http://cncbaokhang.com/ _ Tel: 0274 633 3737

Viết chương trình là cả vấn đề bác ạ
Đinh Quang Long - Hà Nội, sđt 0935098386
CNC vỏ amply đèn, bacl
don gian thui ban, ban lay tam z va z,y lai, sau do minh edit gcode lai nhu sau:Gửi bởi longdq

lay thuoc keo tu tam toi cho chay la bao nhiu, roi xoa doan chay roi di. he thi chay tiep.

Khó nhất là làm sao lấy tâm lại cho chính xác, code thì ra tới ra lui 1 chặp cũng dc.
Bác chỉ giúp cách lấy tâm chính xác cho ae học hỏi với
Phương án dự phòng : sau khi lấy tâm xong, trước khi chạy lấy cây thước đo x, y ghi lại đâu đó
Lần sửa cuối bởi tuan6868, ngày 17-01-2016 lúc 11:02:59 PM.
Nếu máy không có home thì trước khi chạy người làm file sẽ biết thừa chỗ nào máy không đục tới rồi (Trường hợp đục hết thì tính sau)
Chấm 1 điểm lên gỗ ( chỗ nào dễ nhớ dễ nhìn ), nhỏ đủ nhìn thôi (vì đục gỗ hay dùng dao V, nên chấm càng nhỏ thì lấy lại càng chính xác), đánh dấu chỗ đó vào kẻo mắt kém lại không biết ở đâu, ghi lại toạ độ hiện tại.
OK, giờ cho máy mất điện thoải mái. Dịch dao về đúng điểm đánh dấu vừa rồi, đặt lại toạ độ mà đã ghi ra trước đó.
Kế tiếp là đặt lại Z, các bác kéo máy lại gần chỗ đang đục dở. dịch mũi dao tới vị trí có z xác định (Thường là nền) hoặc đỉnh chi tiết phẳng nào đó) vì sao phải dịch lại gần? để tránh trường hợp đục lâu, gỗ bị mo không đều, lấy xa quá nó tạo gờ.
Đặt lại toạ độ Z cho chuẩn.
Tiếp theo chạy máy tới chỗ đang gia công dở, xem toạ độ Y hiện tại là bao nhiêu (Thường máy chạy theo kiển raster gì đó, dịch từng bước theo Y), mở file GCode bằng notepad chẳng hạn search Y... chỗ ... thay bởi toạ độ Y ( chỉ lấy phần nguyên thôi nhé, lấy phần lẻ nhỡ không tìm được)
Xem dòng tìm được đầu tiên là bao nhiêu -> ta cần bắt đầu chạy lại từ đó.
Em mất điện thường xuyên, đục lại không vệt nào ;D
Lần sửa cuối bởi emptyhb, ngày 17-01-2016 lúc 11:19:29 PM.
Lê Anh Tuấn - 0989.bốn không 8. 4 0 tám
Vụ mach3 không được option thì dò lại hơi khoai.
Máy không có home thì khoai hơn.
Máy của cụ chủ có trang bị home ok không?
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
máy e xài Mach3 của Machviet.com nên e chả biết home chỗ nào nữa bác ah, bác chụp hình home ấy e xem hiểu hơn được không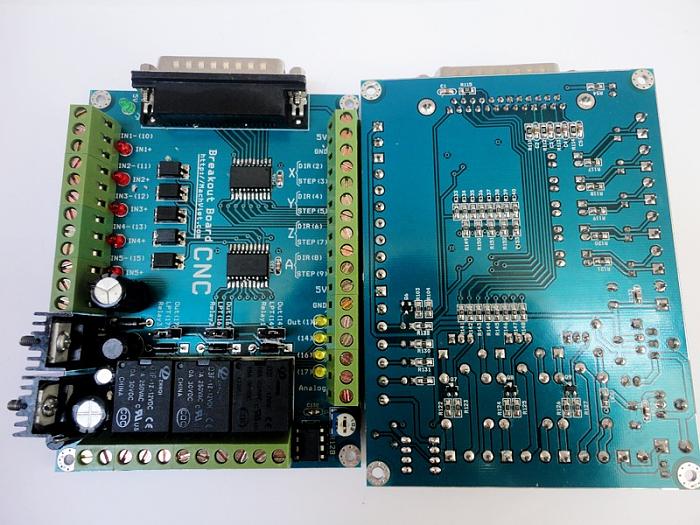
Hoàng Phương: 0905096673
e-mail: phuongoau@gmail.com
 Quyền viết bài
Quyền viết bài

 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn