để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook



 Trả lời kèm Trích dẫn
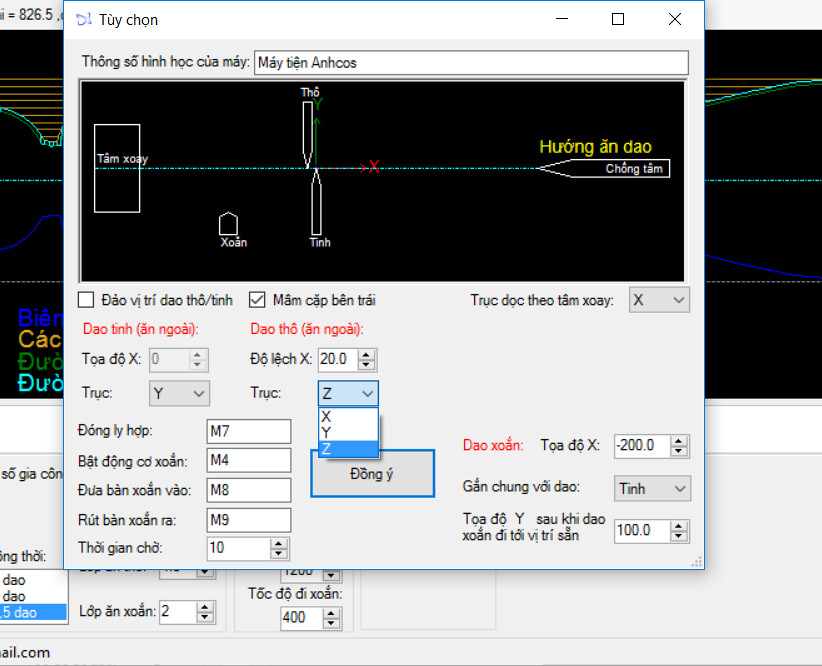
Trả lời kèm Trích dẫnCấu hình con máy là trục chính xoay có kiểm soát vị trí để có thể phay xoắn được nếu muốn.
Bàn dao thô/tinh gồm 2 bộ truyền riêng biệt và đều chạy hướng vuông góc với trục xoay. Còn visme dọc theo trục xoay sẽ kéo cả 2 bộ dao thô và tinh cùng với nhau.
Ngoài a còn có thêm con sờ pín để phay xoắn và con này gắn lên bệ dao nào tùy theo bác ấy quyết định.
Còn hoạt động thì:
Khi tiện nhiều lớp thì dao thô sẽ ăn qua lại cho đến lớp tinh cuối cùng thì ăn 2 dao cùng 1 lúc.
Còn tiện 1 phát thì 2 dao cùng chạy ăn từ đầu tới cuối là xong 1 sản phẩm.
Tiện xong thì đẩy bàn xoắn vào để xoắn, lúc này trục chính hoạt động như một bộ xoay, kết cấu của nó thì tùy theo yêu cầu mà làm.
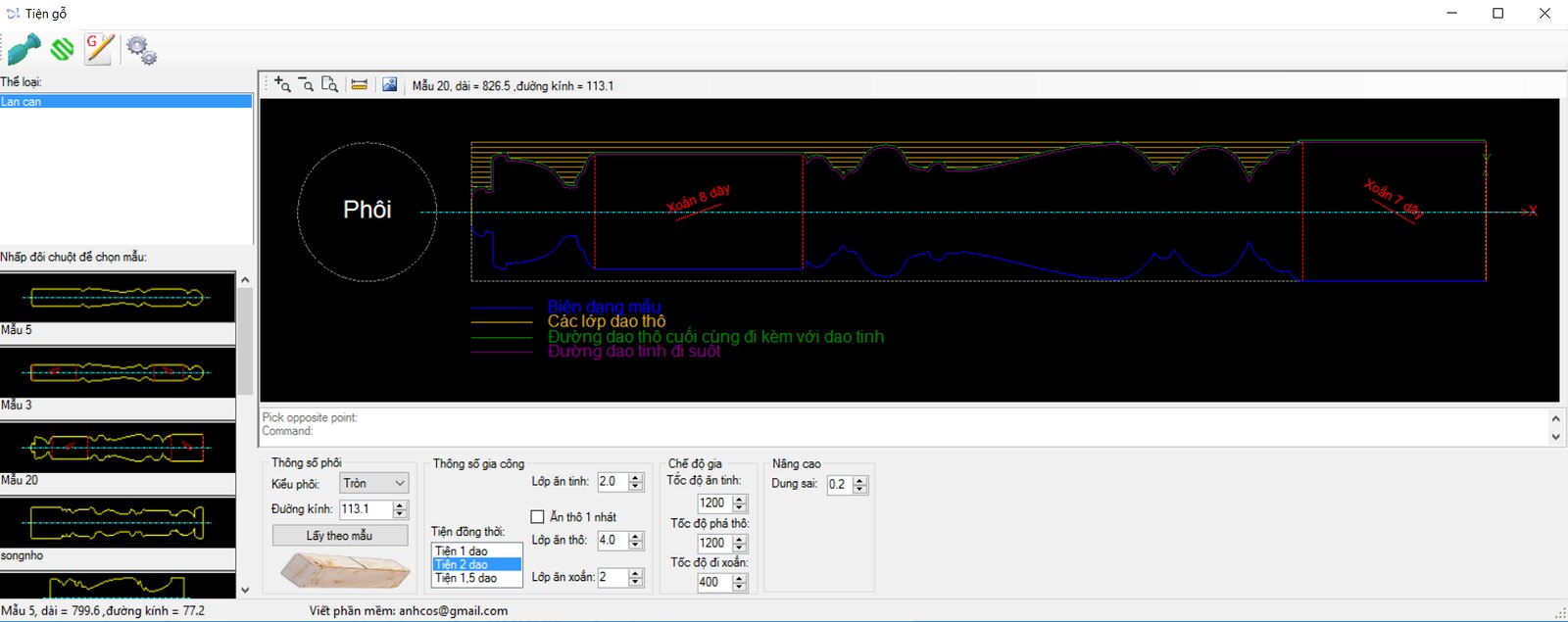
Thêm cái hình của phần CAM cho dễ hình dung:
Tùy chọn: