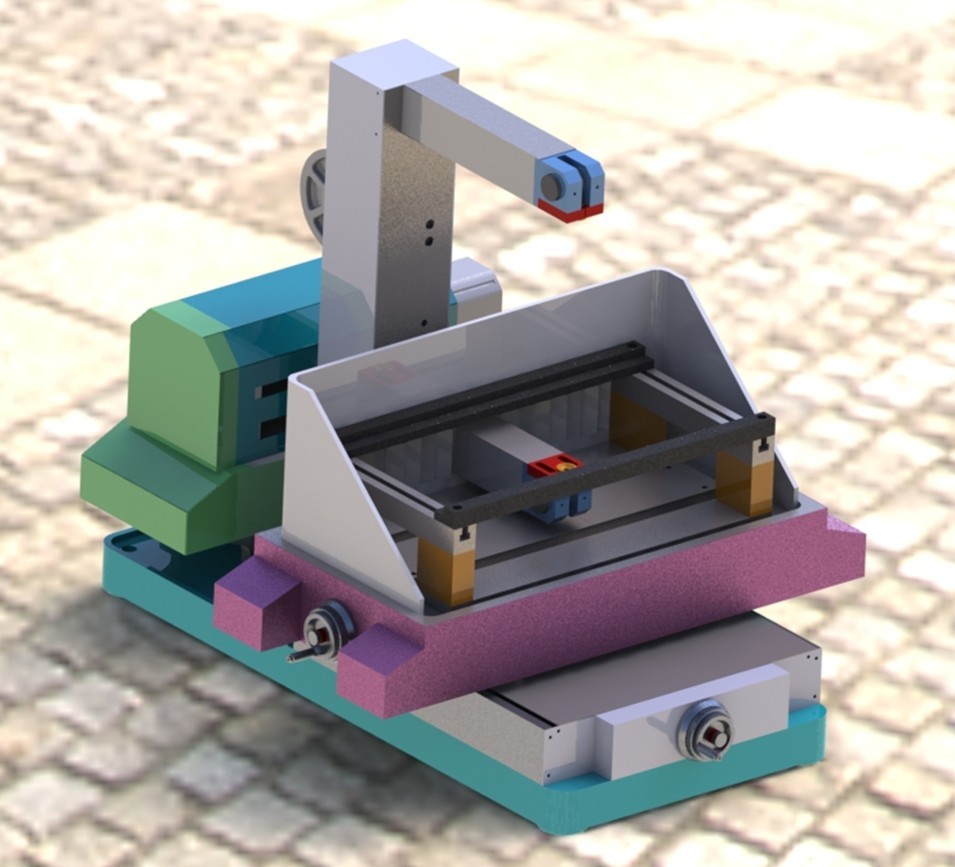
Nếu có cái khung CNC rồi và muốn wire-EDM control bằng chính Mach3 luôn thì ngoài phần cơ khí (kéo dây [moliden/copper] và hồi dây [moliden]) thì phần điện có thêm mấy phần:
- Nguồn cắt
-- 1 - Thường thì nguồn này hoạt động theo nguyên lý nạp/xả. Từ AC nắn dòng thành DC, nạp tụ thông qua điện trở và xả tụ để tạo tia lửa điện khi ngắn mạch.
-- 2 - Trong một số máy loại rẻ tiền thì nguồn tạo tia lửa điện trực tiếp từ AC nắn dòng thành DC và tạo tia lửa điện khi ngắn mạch.
-- 3 - Loại này xét về tính năng thì ngon hơn loại 1/2, nguyên lý thì từ loại 1/2, có thêm phần điều chỉnh tần số & PWM. Hiệu năng là cho đường cắt mịn hơn.
------ Cả 2 loại đều điều khiển độ mạnh & yếu đều thông qua việc điều chỉnh cường độ dòng điện.
------ 3 thằng này cho ưu nhược khi gia công thế nào thì không rỏ vì ít kinh nghiệm & thiếu điều kiện để so sánh. Nhưng ưu điểm trong khâu thiết kế chế tạo thì rất rỏ ràng. Loại 2 vừa đơn giản, vừa rẻ tiền. Tụ dung lượng cao & điện áp làm việc lớn (thường >150V) thì không hề rẻ rồi. Loại 3 thì phức tạp hơn, nhưng mạch cũng khá đơn giản, dùng LM555 để điều chỉnh tần số cũng như PWM (chỉnh bằng biến trở) và đóng mở công suất bằng FET hoặc transitor.
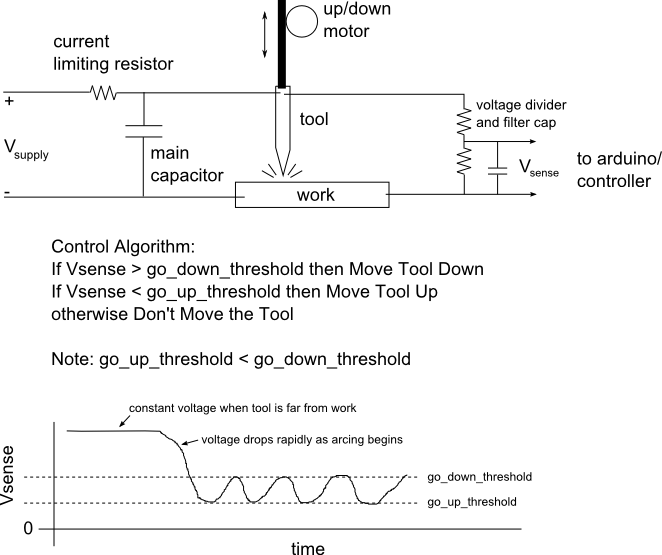
Sơ đồ này bác NS đã post
Đính kèm 5340
Trích từ
http://reprap.org/wiki/Electrical_Discharge_Machining
Đính kèm 5341
Như sơ đồ trên, việc điều chỉnh dòng điện được thực hiện qua
- S2, S3 dấu song song điện trở R1, R2, R3 để tăng dòng nạp tụ --> thay đổi thời gian nạp.
- S4..S7 đấu song song tụ, tăng cường độ phóng điện.



 để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook


 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn