để chia sẻ bài viết lên facebook
để chia sẻ bài viết lên facebook



---- Em nêu ra topic này nhằm giao lưu trao đổi với anh em về món cắt gọt thực tế, xem youtube thấy rất phê , phoi bay ào ào nhưng anh em làm gì có cái máy hoành tráng thế ( máy DIY không ) , làm gì mua được mấy con dao xịn hay dao ghép mãnh xịn đây ??? thôi thì có gì chơi đó .
Em thấy phương pháp trao đổi thực tế là đưa ra sản phẩm và dao cụ thực tế đang xài cùng chế độ cắt là ok
Sản phẩm mới nhất
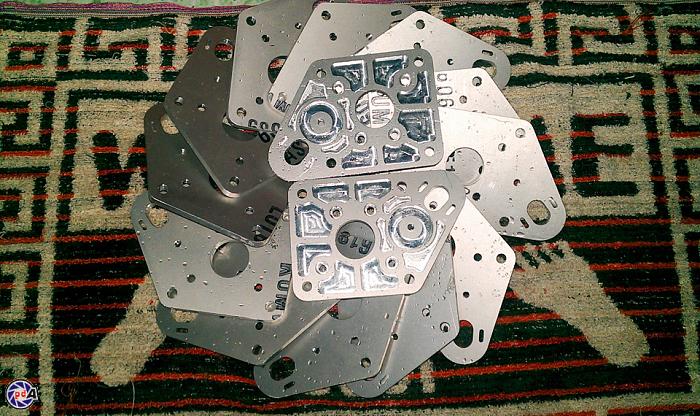
**** vật liệu đồng thau, chạy trên máy Cframe mini ( DIY ), spindle TQ 3kw , 18000rpm.
bước 1 phay mặt, dao 6 mm, ăn sâu 0.2mm , F 900 , 250Hz
bước 2 phay viền, dao 2mm , ăn sâu 0.5mm, F600 , 260 hz
bước 3 tạo nét chi tiết , daoV bit 60 độ , ăn sâu 0.5 , F600 , 300hz
bươc 4 cắt đứt , dao 3mm , ăn sâu 0.5mm, F900 , 260hz.
chế độ cắt hơi chậm , nhưng sản phẩm cần bóng đẹp , chuẩn .
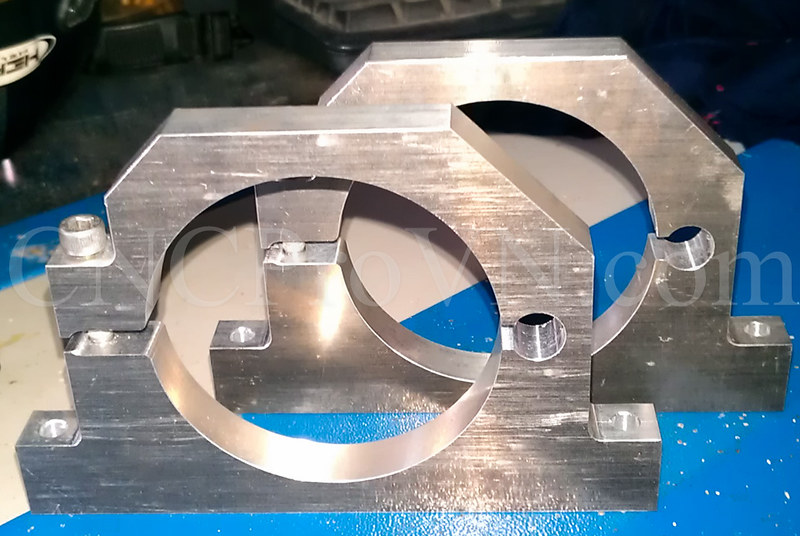
---Riêng sản phẩm sơmi
Để đạt được kích thước chính xác nhất nên em chỉ dùng duy nhất dao 3mm, ăn sâu 0.5, F 600, 260hz
** sản phẩm đặc thù kích thước phải chuẩn xác, đo độ runout me dao 0.02mm , không cần bù trừ , để chi tiết phải có sai số 0.02mm dễ lắp ghép , và sản phẩm đạt yêu cầu , lỗ trong lớn hơn 0.02 , phi ngoài nhỏ hơn 0.02 hehehe quá chuẩn cho cái sơmi.
** thêm 1 tuyệt chiêu cho bề mặt bóng đẹp và cắt sâu em sửa lại con dao 1 tí
nhìn hình các bác thấy em mài thân dưới dao vào , em chỉ để khúc đó phi tầm 2.6mm , phần me cắt cao tầm 2mm , do đó ăn sâu 1 lớp 0.5mm không ảnh hưởng gì, việc làm như thế là do kinh nghiệm thực tế chứ không sách nào chỉ, cái này tránh được sự va đập giữa dao và thành vật liệu khi ăn sâu do phoi lèn vào giữa gây rung, thứ 2 khi ăn rãnh sâu không cần mở rộng rãnh mà dao vẫn nhẹ>>> sản phẩm của em bóng đẹp như dùng servo mặc dù xài step thường hay chỉ là anpha step.
Em mở màn như thế , sẽ còn nhiều sản phẩm em gia công và đưa lên kèm theo dao cụ và chế độ cắt, đây chỉ là cách em xài chứ không sách vỡ, và cuối cùng kết quả mỹ mãn, mong các bác chia sẽ thêm, đừng ngại ai hơn ai đẹp xấu , lỡ có xấu anh em cũng rút ra kinh nghiệm.
À quên, dao cụ đều của TQ mua ở Tạ Uyên không có gì đặc biệt cả






 Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫn
 minh- Đt:0388536483
minh- Đt:0388536483

 )
)
")






 ( bác chém em , em chịu )
( bác chém em , em chịu )