Trả lời kèm Trích dẫn
Trả lời kèm Trích dẫnTrời mưa quanh quẩn ở nhà, buồn tình làm cái cờ líp

 để chia sẻ bài viết lên facebook.
để chia sẻ bài viết lên facebook.



Khá tôt rùi.
Cái tiếng "xình xịch" như xe lửa ấy mới là vấn đề.
Có thể do vitme cong, dồn bi, hoặc gia công đầu trục không chuẩn lắm.


Trời mưa quanh quẩn ở nhà, buồn tình làm cái cờ líp
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.

Cụ dùng cái CAM nào mà hay thế? MasterCAM à?
Không nhẽ phải từ bỏ SolidCAM sang dùng MasterCAM nhỉ? Thử xuất kiểu spiral hay trochoidal hoài mà đường dao chẵng vừa ý.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Báo cáo em dùng Mastercam X8
Zalo: 0975 826 040. Nguyen Van Khoa 131 2128 6777 016 NH Techcombank HD.
hình như thằng CAM nào mạnh mạnh đều có cả, chắc tại cụ chưa đi sâu vào quần chúng nó thôiGửi bởi CKD


lh: Nam 0989 050 650
Ăn kiểu như clip trên có lợi ích gì hả các cụ, giải nghĩa dùm cho nó thông tí?
Thêm video tiếng hệ cơ chạy, các bác bật to loa lên tí, điện thoại cùi nên thu âm hơi kém
@anhcos: bác gút gồ peel mill là ra nhiều kết quả mà, em chưa tìm hiểu nên chỉ trả lời bác được thế thôi
Lê Anh Tuấn - 0989.bốn không 8. 4 0 tám
SolidCAM 2010 có trò trochoidal nhưng không được hay lắm... nó chưa cân bằng được chế độ ăn dao trên suốt tiến trình.
Nó cũng đã có modun HSM nhưng tool path vẫn không ngon lắm.
Nên chán
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
sloidcam có mà anh CKD
Lần sửa cuối bởi nhatson, ngày 15-09-2015 lúc 08:51:14 PM.
em gúc được cái này
thường lượng cắt gọt sẽ cao hơn kiểu truyền thống, tốc độ gia công cao hơn
muốn chạy kiểu này thì máy phải cứng vững, các máy yếu yếu, khung lẫn spindle yếu khó chạy dc kiểu này
lh: Nam 0989 050 650
SolidCAM 2012 trở đi mới có iMachining, trung thành với CAM2010 nên chẵng có
CAM2010 có trochoidal chạy contour cũng tạm Ok, nhưng chạy pocket chuối lắm. HSM cũng chưa có mượt được.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
trực ra cũng có thể manual cái trò này bằng các công cụ cơ bản.
đục 1 lỗ bằng ramp-down contour
chạy contour helix bên trong có điểm bắt đầu trong cái lỗ đã đục với 1 step-down = Z nãy đục lỗ, step-over ít lại tùy vào đường kính dao,tầm 5-10%
lh: Nam 0989 050 650
em nghĩ cái quan trọng là nó tự tính toán chip cut khi bề mặt dao chạm phôi nhiều <> công suất cắt ổn định <> mình có thể lựa chọn chế độ cắt nặng nhất mà ko sợ overload, cái quan trọng là tốc độ spinle và tốc độ feadrate của máy
như mô tả này của delcam, khi ăn vào góc, chip cut được điểu chỉnh để ko quá tải spindle load 0:47
Lần sửa cuối bởi nhatson, ngày 16-09-2015 lúc 05:05:50 AM.
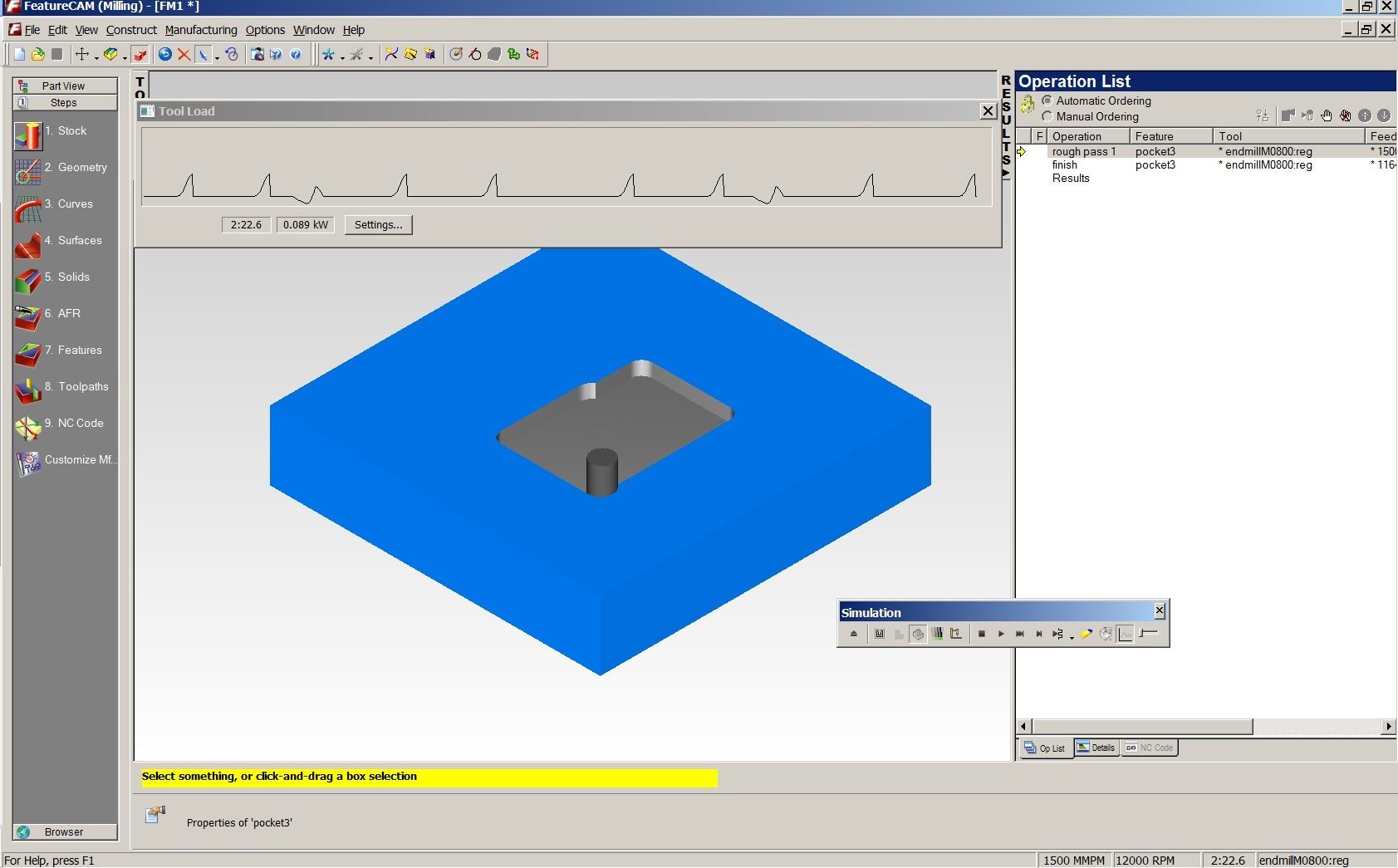
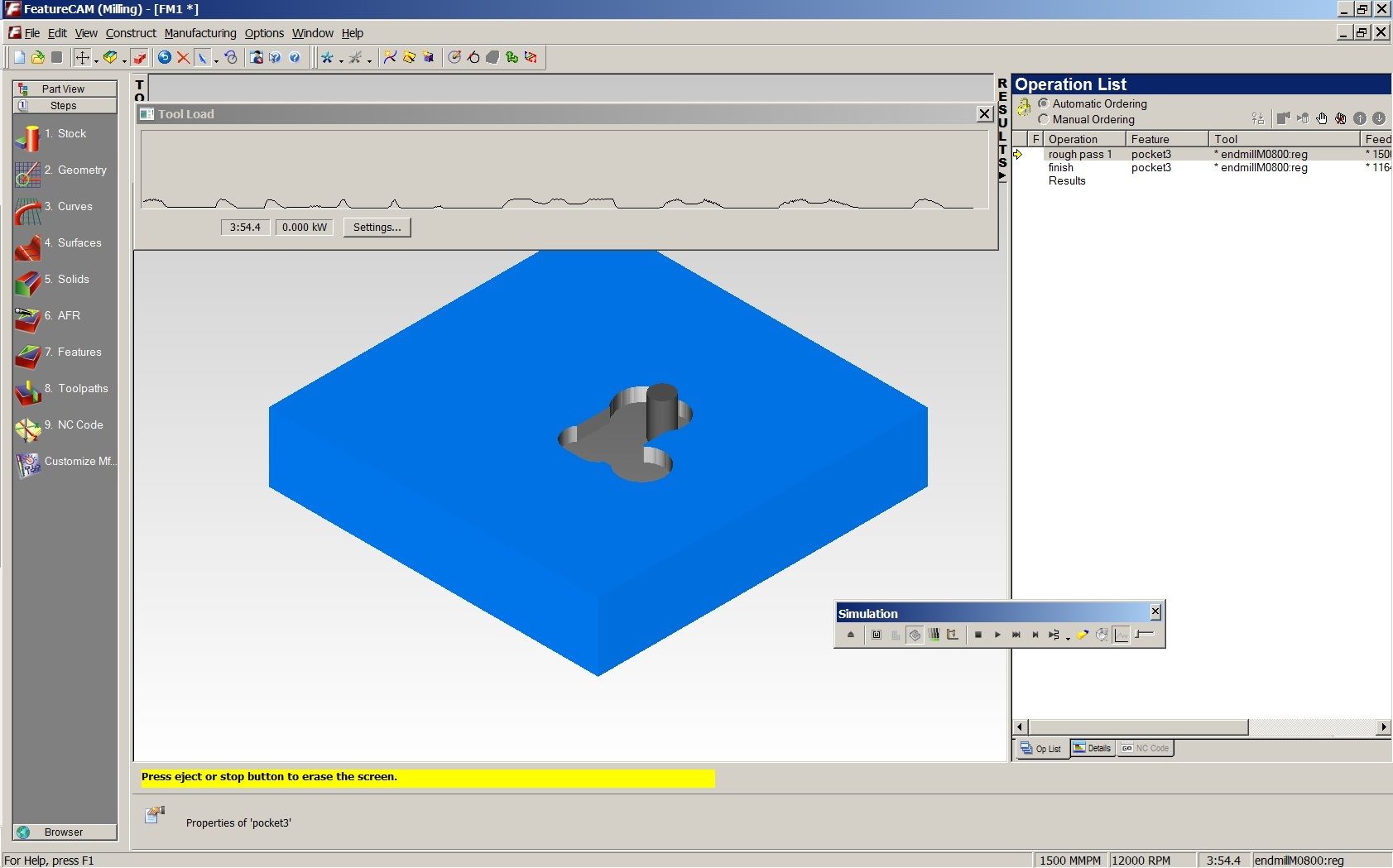
em mô phỏng với featurecam cùng 1 dao, với 2 chiến lược spiral và votex
spiral công suất cắt lớn hơn, đặc biệt công suất cắt hơi gắt, nhìu đỉnh nhọn > theo suy nghĩ của em các đỉnh này sẽ tạo ra rung động
với chiến lược votex, công suất cắt thấp hơn, và dịu hơn > ít rung động va đập hơn

Em cũng chạy thử kiểu này rồi. Với nhôm hay phi kim thì OK, chạy sắt thì kết quả thực tế: tốn tiền hơn kiểu chạy truyền thống, vì các lý do sau (em chạy với dao carbide Taiwan made in CN):
- Mòn cả con dao, không có đồ mài me nên phải bỏ luôn. Nếu có mài thì bù dao mệt mỏi, không mài thì máy nó gầm ớn quá.
- Tốn tiền mua dao (loại dao me cắt dài đắt hơn loại ngắn kha khá), và khó tận dụng lại dao cũ đã mòn phân nửa. Nếu dùng lại loại dao này -> quay về kiểu truyềntho6ng11.
- Chạy nhanh thì giá thành gia công thấp hơn (tính theo giờ gia công mà
Mà chạy thì nhìn sướng thật.
P/S: mấy bố quảng cáo CAM với dao cứ cho chạy kiểu này chứ thực tế mấy món cứng cứng em phải dùng dao phá thô (loại dao răng) để phá trước, chạy kiểu này tiền dao chịu không thấu, đặc biệt là chạy inox không phá thô không được (tiền dao không bù nổi giá gia công).
Thanks.
Cụ Ga con nói quá đúng.
Chạy nhôm hay phi kim nó mềm mềm dễ xơi nên tìm hiểu & cố vận dụng. Cái lỗi lớn nhất kiểu truyền thống là chạy rãnh sâu nó cứ hay dính phôi, phải xịt dữ lắm nó mới ok. Chạy kiểu này thấy khã quan hơn.
Ngoài ra em cũng chịu chơi lắm.. hay chạy tấm mà cắt sâu gần bằng dài me dao 15-20-30mm, cũng chẵng có máy mài. Máy cũng không được cân chỉnh Z thật chuẩn nên kiểu gì nó cũng ăn mặt bên dao tí xíu. Công suất spindle nhỏ, chạy dao nhỏ, dao nhỏ nên giá cũng nhỏ nên thay dao mới hoài. Định áp dụng thử phương pháp chạy dao này xem có hiệu quả hơn không?.
Chạy theo mấy thằng hãng quảng cáo.. chắc nước ngoài ứng dụng được vì chi phí thời gian nó cao hơn tiền dao, ở mình,,, làm cả ngày tiền công chưa mua được con dao xịn
. Nên khi mua được thì phải cố mà tận dụng.. mài mài cho tới cán mới thôi. Do đó chỉ dám chạy mặt đầu thôi.
Lúc trước hay thuê gia công khuôn. Không biết nhiều đơn vị khác thế nào, chứ những đơn vị em hay thuê nó chạy cũng kinh lắm.. phá thô mà chơi mấy con dao.. từ to rồi nhỏ, nhỏ dần. Khúc cuối mới chơi dao cầu chạy tinh. Giai đoạn phá thô thấy hiếm khi tụi nó chạy dao mới.. toàn dao mài lại rồi không.
DT: O7837277II - CKD's Youtube Channel - Facebook - Tổng hợp chủ đề
17 ds 3, Thạnh Mỹ Lợi, Q2, tp.HCM
Bên xưởng mấy anh em em cũng thế ạ.
Phá thô thì có con dao thô cực kỳ lợi hại, nhìn mòn lẵn thế mà gặm sắt, inox cứ ngọt xớt (thép gió ngoại thôi, hợp kim không hơn thép gió trong trường hợp này, đặc biệt nếu không phải dao phá thô thì hiếm dao thép gió nào chơi nổi inox), xong mới phay tinh lại.
P/S bác KhoaC3: đang chạy motor gì kéo cái NT30 thế bác.
Thanks.
Với yêu cầu cắt gọt cao, tận dụng dao cụ cũ, e đề kiểu plunge milling, chỉ phải mài mặt đầu nhiều thôi.
Thanks.
em post lại hình
spiral
vortex
 Quyền viết bài
Quyền viết bài